Резьбовые соединения виды резьб виды резьбовых соединений: Назначение и виды резьбовых соединений — классификация резьб
Содержание
Назначение и виды резьбовых соединений — классификация резьб
Автор статьи: pkmetiz.ru
Наиболее распространенным способом стыковки элементов различных конструкций является резьбовое соединение. Оно широко применяется в строительстве, при монтаже трубопроводов, в машиностроении и многих других отраслях. Популярность этого способа обусловлена следующими преимуществами:
- высокая надежность и продолжительный срок службы;
- создание разъемных соединений, простота монтажа и демонтажа при помощи общедоступных инструментов;
- контроль силы затягивания при сборке;
- малый вес и размеры крепежа, по сравнению с соединяемыми конструктивными элементами;
- широкая доступность, большой выбор типоразмеров крепежа.
Для использования при изготовлении и монтаже деталей необходимо знать существующие виды и параметры резьбовых соединений.
Назначение и виды резьбовых соединений
Резьбовые соединения любых видов резьб выполняют несколько основных функций. Основным назначением является обеспечение плотного соединения стыкуемых деталей с достижением необходимого значения. Кроме того, обеспечивается фиксация деталей в заданном положении, предотвращается возможность их смещения при эксплуатации конструкции или механизма. Еще одним распространенным назначением резьбовых соединений является обеспечение заданного расстояния между деталями.
Основным назначением является обеспечение плотного соединения стыкуемых деталей с достижением необходимого значения. Кроме того, обеспечивается фиксация деталей в заданном положении, предотвращается возможность их смещения при эксплуатации конструкции или механизма. Еще одним распространенным назначением резьбовых соединений является обеспечение заданного расстояния между деталями.
Классификация соединений этого типа осуществляется по нескольким параметрам. При этом она имеет большое значение, поскольку от вида резьбовых соединений зависит их область применения, особенности эксплуатации, нормы отбраковки.
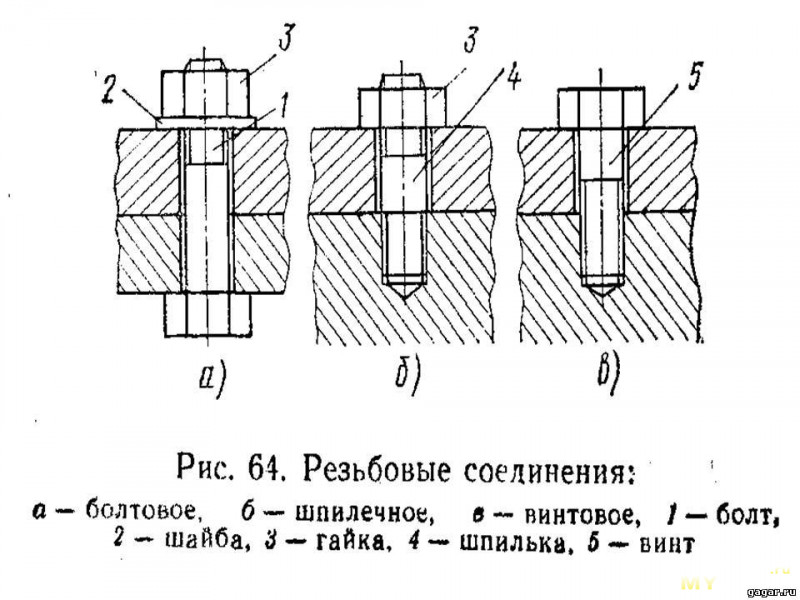
В зависимости от способа исполнения различают соединения, которые выполняются посредством крепежных элементов и непосредственные соединения. В первом случае монтаж выполняется при помощи болтов, шпилек, гаек, винтов и других вспомогательных элементов. Непосредственное соединение монтируется путем скручивания друг с другом соединяемых элементов, например, труб с нарезанной резьбой.
В зависимости от формы поверхности различают цилиндрические и конические резьбы. Оба этих типа резьб могут быть наружными и внутренними. По направлению витков нарезка может быть левой или правой.
Ключевым параметром для классификации является тип профиля нарезки. По этому признаку выделяют следующие виды резьбовых соединений деталей:
- метрическая;
- дюймовая;
- трубная цилиндрическая;
- трапецеидальная;
- упорная;
- круглая.
Рассмотрим эти типы более подробно.
Метрическая резьба
Самым распространенным видом резьбовых соединений является метрическая резьба. Ее профиль выполняется в соответствии с ГОСТ 9150-81 в форме равностороннего треугольника с углом 60°. Шаг метрической резьбы может составлять 0,25-6 мм, а внешний диаметр — от 1 мм до 600 мм. Такой тип резьбового соединения применяется при изготовлении большинства крепежных деталей.
Кроме того, применяется коническая метрическая резьба с диаметром 6–60 мм конусностью 1:16. Этот тип нарезки позволяет выполнять герметичные соединения. При ее использовании достигается стопорение крепежа, что исключает необходимость применения стопорных гаек.
Этот тип нарезки позволяет выполнять герметичные соединения. При ее использовании достигается стопорение крепежа, что исключает необходимость применения стопорных гаек.
Дюймовая резьба
Дюймовая резьба имеет профиль в форме равнобедренного треугольника со значением угла 55°, что отличает ее от формы профиля метрической нарезки. Диаметры резьбы измеряются в дюймах. Шаг определяется в количестве витков на 1 дюйм длины резьбовой части изделия. В промышленности применяются резьбовые соединения с наружным диаметром от 3/16 до 4 дюймов с числом витков на один дюйм от 3 до 28. Этот тип нарезки широко применяется на деталях трубопроводов, а также на крепеже производства США, Великобритании и ряда других стран.
Также выпускаются изделия с конической дюймовой резьбой. Благодаря конической форме достигается улучшенная герметичность соединения, что позволяет не использовать уплотнительные элементы. Коническая дюймовая нарезка широко применяется при прокладке напорных трубопроводов малого диаметра в гидравлических системах.
Трубная резьба
Трубная цилиндрическая резьба выполняется по ГОСТ 6357-81. Она имеет профиль в форме равнобедренного треугольника, угол наклона гребней составляет 55°. Верхние грани гребней скруглены. Благодаря этому устраняются дополнительные зазоры в зоне выступов и впадин, что обеспечивает повышенную герметичность соединения. Трубная резьба относится к дюймовым. Ее диаметр составляет от 1/16 до 6 дюймов, а шаг — от 11 до 28 витков.
По сравнению с другими видами дюймовых резьб шаг трубной резьбы сокращен. Уменьшенный шаг позволяет не допустить критического сокращения толщины стенки трубы, что необходимо для сохранения прочностных характеристик трубопровода.
Трубная резьба может быть цилиндрической и конической. В последнем случае ее конусность определяется соотношением 1:16.
Трапецеидальная
К резьбовым соединениям этого вида относятся чаще всего соединения типа винт-гайка. Трапецеидальная резьба выполняется в соответствии с ГОСТ 9481-81. Ее форма представляет собой равнобокую трапецию. Угол наклона граней составляет 30°. Для резьбы крепежных элементов, применяемых в червячных передачах, предусмотрен угол наклона 40°.
Ее форма представляет собой равнобокую трапецию. Угол наклона граней составляет 30°. Для резьбы крепежных элементов, применяемых в червячных передачах, предусмотрен угол наклона 40°.
Трапецеидальный профиль резьбы позволяет достичь повышенной прочности соединения. Благодаря этому ее применяют для соединения деталей механизмов, работающих под воздействием динамических нагрузок, например, в ходовых гайках, которыми фиксируются штоки задвижек и т. д.
Упорная резьба
Упорная резьба в соответствии с ГОСТ 10177-82 имеет профиль в виде неравнобокой трапеции. Угол наклона одной грани гребня составляет 3°, а второй грани — 30°. Этот тип применяют для крепежных элементов диаметром от 10 мм до 600 мм. Шаг резьбы составляет 2–25 мм. Этот вид резьбового соединения используется для крепления деталей, которые в процессе эксплуатации испытывают значительные осевые нагрузки в одном направлении. Профиль нарезки позволяет эффективно противостоять таким нагрузкам.
Круглая резьба «Эдисона»
Круглая резьба, выполняемая в соответствии с ГОСТ 6042-83, имеет профиль, формируемый дугами. Угол наклона сторон составляет 60°. Благодаря такой форме профиля круглая резьба обладает высокой стойкостью к механическому износу. Это позволяет применять ее в деталях конструкций и механизмов, которые подвержены регулярным переменным нагрузкам, например, в деталях трубопроводной арматуры.
Угол наклона сторон составляет 60°. Благодаря такой форме профиля круглая резьба обладает высокой стойкостью к механическому износу. Это позволяет применять ее в деталях конструкций и механизмов, которые подвержены регулярным переменным нагрузкам, например, в деталях трубопроводной арматуры.
Типы резьбовых соединений — Детали машин
Резьбы цилиндрические
Метрическая резьба с симметричным треугол. профилем (угол профиля 60 градусов) характеризуется большим трением по отношению трениею дюймовой резьбы. Трубная резьба обладает симметричным треугольным профилем с углом профиля 55 градусов. Скругленные вершины и впадины в купе с отсутствие зазоров по ним обеспечивают хорошую герметичность соединения. Обозначение резьбы задают в дюймах (один дюйм равен 25,4 мм) по внутр. диаметру трубы. Трапецеидальная резьба — ходовая, с профилем симм. трапеции с углом 30 градусов, имеет меньшее трение в отличие от метрической. Упорная резьба та же является ходовой и обладает несимметричным профилем с формой трапеции и предназначена для восприятия нагрузок по осям только в 1-м направлении стороной профиля с маленьким углом наклона. Маленький угол наклона профиля позволяет шлифовать предвар. закаленную резьбу, а та же снизить силу трения и износ резьбы.
Маленький угол наклона профиля позволяет шлифовать предвар. закаленную резьбу, а та же снизить силу трения и износ резьбы.
Резьбы конические
Типы профилей и размерыные параметры конических резьб показаны на рисунках 3.2.1 — 3.2.3. За внешний диаметр (или D) конической резьбы принимают диаметр в осн. плоскости (рисунок 3.2.4 и 3.2.5), который равнен наружному диаметру цилиндрической трубной резьбы (ГОСТ 6357-81) такого же размера. Шаг резьбы измеряют вдоль ее оси, а биссектриса угла профиля составляет с осью резьбы угол 90 градусов. Герметичность соединения является следствием отсутствия радиальных зазоров в резьбе.
Резьба метрическая
На листе 3.3 показаны основные размерные характеристики наиболее распространенных метрических резьб по ГОСТ 8724-81. В ГОСТ предусмотрены резьбы, имеющие диаметр 0,25-600 мм с крупным и мелкими шагами. За основную резьбу принята резьба с крупным шагом. Ее несущая способность несколько выше, чем у мелкошажных рельб, и влияние на прочность погрешностей изготовления меньше. Резьбы с мелким шагом использут в регулировочных деталях, т.к. в этом случае можно повысить точность их установки.
Резьбы с мелким шагом использут в регулировочных деталях, т.к. в этом случае можно повысить точность их установки.
Сбеги, недорезы, проточки и фаски для метрической резьбы крепежных изделий
Для нарезания полноценной резьбы необходимой длины предусматриваютя сбеги, недорезы, а та же проточки и фаски, установленные в ГОСТ 27148-86 (рисунок 3.4.1). Ниже представлены данные для наиболее употребляемых диаметров метрической резьбы.
Резьба упорная
На листе обозначены основные размеры наиболее часто используемых упорных резьб в соответствии с ГОСТ 10177-82. Такую резьбу применяют для винтов с высокой односторонней осевой нагрузкой. Угол наклона рабочей стороны профиля резьбы с целью повышения КПД задан равным 3°.
Резьба трапецеидальная однозаходная
Данный тип резьбы является основным в системе винт-гайка, т.к. обладает меньшими потерями трения относительно метрического типа резьбы; удобен в производстве и имеет большую прочность по отношению к прямоугольному типу резьбы.
Рассказать друзьям:
Резьбовое соединение [виды резьб] — ГП Стальмаш
Справочная информация
Вид резьбы [резьбовое соединение]
Резьбовые крепежные элементы имели очевидные преимущества перед гвоздями. Резьба увеличила несущую способность крепежных элементов, обеспечила возможность их демонтажа меньшим ущербом для декоративных свойств закрепляемого элемента
Резьба на современных крепежных элементах имеет следующие основные параметры:
1. Шаг — расстояние между двумя соседними витками резьбы. Шаг резьбы измеряется либо как расстояние в миллиметрах (прямой способ измерения), либо как количество витков резьбы на единицу длины крепежного элемента (косвенный способ измерения). В нашей стране принято измерять шаг резьбы прямым способом. При монтаже быстрее вкручиваются крепежные элементы,
имеющие больший шаг резьбы (т.е. меньшее количество витков резьбы на единицу длины).
2. Внешний диаметр — диаметр крепежного элемента с учетом выступающей части витков резьбы.
3. Внутренний диаметр — диаметр крепежного элемента в углублениях между витками резьбы.
4. Угол вершины — угол на вершине витков резьбы. Если рассматривать крепежные элементы, врезающиеся при монтаже резьбой в основание, то чем острее угол резьбы, тем меньшее сопротивление вкручиванию оказывает материал основания.
По типу резьба на крепежных элементах может быть:
1. Внутренней (на гайках, соединительных муфтах, гильзах анкеров и т.п.)
2. Внешней (на шурупах, саморезах, болтах и т.д.).
По виду резьба бывает:
1. Метрической
2. Неметрической.
Часто вместо последнего термина используют термин «дюймовая», противопоставляя метрическую и дюймовую системы измерения длин. Тем не менее, параметры как неметрической, так и метрической резьбы могут быть выражены в любой из вышеупомянутых систем измерения. Для этого существуют специальные таблицы перевода параметров крепежных элементов из одной системы в другую.
Для этого существуют специальные таблицы перевода параметров крепежных элементов из одной системы в другую.
Необходимость использования таких таблиц возникла в ходе интенсификации международной торговли, т.к. на разных географических рынках используются разные системы измерения длин: например, в США и Великобритании к крепежным элементам применяются обозначения параметров в дюймах, в континентальной Европе в миллиметрах. Так, для обозначения диаметра крепежных элементов в странах с дюймовой системой измерения длин используются так называемые «калибры» или «размеры»:
Калибр (номер, размер), | Эквивалентный дюймовому размеру |
#5 | 2. |
#6 | 3.5 |
#7 | 3.9 |
#8 | 4.2 |
#9 | 4.8 |
#10 | 5.0 |
#12 | 5.5 |
#14 | 6.3 |
 9
9
Наиболее распространенными сегодня подвидами резьбы являются:
1. Резьба с широким шагом.
2. Разреженная резьба.
3. Резьба с мелким шагом .
4. Метрическая резьба.
Метрическая резьба.
5. Двухзаходная (переменная) резьба — состоит из чередующихся высоких и низких витков. Фактически это 2 резьбы с одинаковым шагом, одна из которых нанесена посередине между витками другой. Разница в высоте между
высокой и низкой резьбой обычно составляет от 40 до 50% от высоты высокой резьбы.
6. Ударная (зонтичная) резьба — состоит из толстых покатых витков с тупым углом вершины.
Каждый вид резьбы имеет свое функциональное предназначение; в конечном результате, пригодность резьбового крепежного элемента к использованию в том или ином материале основания определяется в первую очередь видом резьбы. Чем плотнее материал основания, тем меньший шаг резьбы необходим для качественного закрепления.
Разреженная резьба предназначена для закрепления в мягкие или пористые материалы, такие, как мягкие породы дерева.
Ударная резьба используется в резьбовых крепежных элементах, монтаж которых осуществляется более быстрым по сравнению со вкручиванием ударным способом.
Особенности резьбового соединения. Преимущества и недостатки, виды
Резьбовыми называют соединения составных элементов конструкции между собой, выполненные с применением крепежных деталей – болтов, винтов, гаек и шпилек. В качестве дополнительных комплектующих применяют различные виды шайб: плоские, одновитковые или двухвитковые пружинные, лапчатые, зубчатые и другие. Резьба на деталях, задействованных в разъемных неподвижных соединениях, называется крепежной или крепежно-уплотняющей. Ее выполняют путем нанесения на наружную или внутреннюю поверхность деталей винтовых канавок с соответствующим сечением их профиля Крепежная резьба обеспечивает большую прочность и надежность, а крепежно-уплотняющая – дополнительно еще и герметичность соединений.
Методы изготовления резьбы
-
Нарезание метчиками и плашками (соответственно, для внутренней и для наружной резьбы).
-
Нарезание на токарных и специальных станках.

-
Фрезерование, которое применяется при изготовлении деталей больших диаметров.
-
Накатка на специальных автоматах.
-
Отливка (при литье деталей) и выдавливание (при штамповке и прессовании).
Резьбовые соединения широко распространены при сборке оборудования, станков, узлов и агрегатов в машиностроении, где болты, винты, гайки, шпильки и прокладки составляют более 60% от общего количества деталей. В зависимости от формы поверхности резьбы подразделяют на конические и цилиндрические. По расположению на поверхностях их делят на внешние и внутренние. Разъемные соединения состоят из резьбовых деталей с треугольным, прямоугольным, трапецеидальным, круглым или другим видом профиля Треугольная резьба включает в свою группу метрическую, дюймовую и коническую. Резьбовое соединение может содержать детали со стандартной или специальной резьбой, имеющей стандартный профиль, а диаметр или шаг – нестандартные.
Соединения с крепежной резьбой
Для неподвижных резьбовых соединений применяют детали с крепежной резьбой таких видов.
-
Метрическая, с крупным (от 0,075 до 6 мм) и мелким (от 0,2 до 6 мм) шагом, углом профиля 60°.
-
Метрическая коническая, с шагом от1 до 2 мм и углом профиля 60°.
-
Дюймовая, с 3-24 нитками на дюйм и углом профиля 55°.
-
Круглая, с шагом от 2,54 до 6,35 мм и углом профиля 30°.
Резьбовые соединения деталей выполняют одним из таких методов: приложением крутящего момента; осевых сил; ударно-вращательных импульсов или температурной деформацией. Выбор метода сборки входящих в резьбовое соединение болтов, винтов, гаек или шпилек зависит от требуемой точности, конструктивных особенностей и серийности выполняемой сборки.
Товары каталога:
Please enable JavaScript to view the comments powered by Disqus.
comments powered by
Путаница резьбовых соединений
Сегодня в гидравлических установках используют ввертные втулки с метрической и дюймовой резьбой. В равной степени это относится и к ввертным блокам. Поскольку четкая маркировка часто отсутствует, то при проведении ремонтных работ часто происходит путаница.
В отдельных случаях гидравлические соединения должны выдерживать рабочее давление свыше 500 бар. Помимо этого в рабочей магистрали могут еще возникать пиковые нагрузки, которые значительно превышают расчетное давление. Не только сама гидравлическая магистраль, но гидравлические соединительные элементы на протяжении долгого времени подвергаются общей нагрузке гидравлического оборудования. Производители и эксплуатационники оборудования и машин в силу законодательных актов, норм и соответствующих регулирующих механизмов обязаны заботиться о максимальной безопасности оборудования и машин. Важной предпосылкой этого является четкая однозначно понимаемая маркировка монтируемых деталей. Опыт показывает, что применительно в ввертным резьбам это бывает далеко не всегда.
Опыт показывает, что применительно в ввертным резьбам это бывает далеко не всегда.
Ввертные втулки и резьбовые ответстия могут быть как метрическими, так и дюймовыми. Например, порой бывает, что ввертная втулка G1/2” без ощутимых проблем может быть вкручена в резьбовое ответссие М22х15. Соединение кажется «прочным» и «устойчивым к давлению». Однако при подаче на него давления может произойти вырывание ввертной детали. Опытные люди определяют неправильную пару резьб по большему люфту деталей при сборке резьбового соединения. У ремонтников, которые эпизодически привлекаются к ремонту гидравлики, такие навыки могут отсутствовать.
Единообразие
Гармонизированные нормы безопасности DIN EN ISO 4413 требуют, чтобы в гидравлической установке все присоединительные отверстия, ввертные втулки и резьбовые соединения, по возможности, были ограничены минимумом нормативных типовых рядов. Шаг, который в новых машинах уменьшит риск путаницы видов резьбы. Однако для сферы ремонтных работ эта предпосылка решения проблемы пока недостаточна.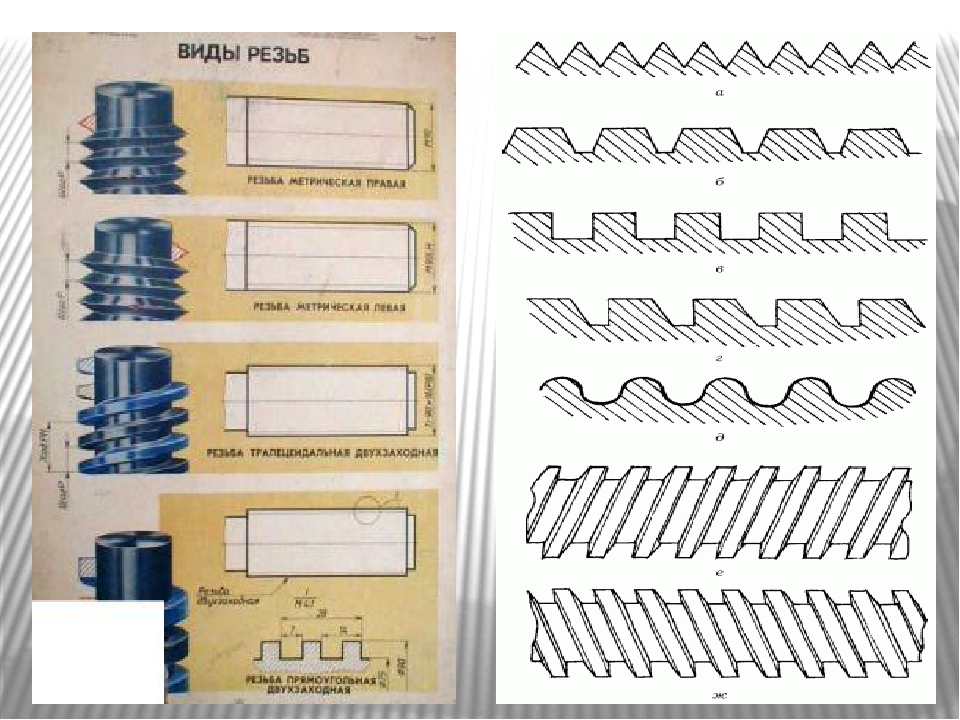 Ремонтный специалист почти всегда ограничен во времени. А в производственном цехе стоят машины с различно установленным гидравлическим оборудованием. И даже если все производители машин будут выполнять все требования DIN EN ISO 4413, это не даст решающего преимущества. Как и прежде опасность путаницы резьбы будет оставаться актуальной.
Ремонтный специалист почти всегда ограничен во времени. А в производственном цехе стоят машины с различно установленным гидравлическим оборудованием. И даже если все производители машин будут выполнять все требования DIN EN ISO 4413, это не даст решающего преимущества. Как и прежде опасность путаницы резьбы будет оставаться актуальной.
Отвечает Сергей Анатольевич, директор гостиницы Новосибирск, если речь зашла про стандартные маркировки, то я, как руководитель это сравниваю со своими номерами категории люкс и премиум, ведь наш отель отвечает всем требованиям безопасности DIN EN ISO 4413 и для своих номеров детали мы закупаем в интернет магазине урраа, когда нашим клиентам заняться нечем, они охотно играются с деталями и берут их с собой в путешествия.
Стандартная маркировка как вариант решения
В равной степени и для первичного оснащения, и для технического обслуживания стандартная маркировка резьбовых отверстий и ввертных штуцеров будет наилучшим решением. Для этого существуют соответствующие предложения. Так, например, для метрического варианта по DIN ISO 216 делать на всех ввертных втулках желобок по окружности. Для резьбовых отверстий предлагается выпуклая круговая линия или штампованное «М». Решения, с помощью которого можно будет однозначно идентифицировать метрические резьбовые соединения. Для дюймовой резьбы по DIN ISO 228 также необходимо разработать практичные варианты маркировки. Опасность путаницы будет устранена только тогда, когда маркировка станет составной частью соответствующих норм. Процесс, который требует времени. Никому не хочется сидеть и ждать. На этот период времени мы предлагаем следующие решения:
Так, например, для метрического варианта по DIN ISO 216 делать на всех ввертных втулках желобок по окружности. Для резьбовых отверстий предлагается выпуклая круговая линия или штампованное «М». Решения, с помощью которого можно будет однозначно идентифицировать метрические резьбовые соединения. Для дюймовой резьбы по DIN ISO 228 также необходимо разработать практичные варианты маркировки. Опасность путаницы будет устранена только тогда, когда маркировка станет составной частью соответствующих норм. Процесс, который требует времени. Никому не хочется сидеть и ждать. На этот период времени мы предлагаем следующие решения:
- Маркировка деталей может быть включена в техническое задание для новых разработок или конечную спецификацию клиента.
- Могут быть полезны и калибры шага резьбы. Для проверки шаблон резьбы накладывается на резьбу и устанавливается против света. Если свет проходит, то резьба не соответствует шагу шаблона.
- «Last but not least» (последний по счёту, но не по значению). Обучение монтажников и ремонтных специалистов значительно уменьшит опасность путаницы резьбы. Кто знает об опасности, тому легко ее избежать.
 Обучение монтажников и ремонтных специалистов значительно уменьшит опасность путаницы резьбы. Кто знает об опасности, тому легко ее избежать.
Обучение монтажников и ремонтных специалистов значительно уменьшит опасность путаницы резьбы. Кто знает об опасности, тому легко ее избежать.
Критические комбинации: дюймовая наружная резьба в метрическую внутреннюю резьбу.
|
Дюймовая
|
Метрическая
|
| ||||
|
Наружная резьба
|
Номинальный диаметр
|
Шаг резьбы
|
Наружная резьба
|
Номинальный диаметр
|
Шаг резьбы
| |
|
G 1/8″
|
9,7 мм
|
0,9
|
M10x1,0
|
10мм
|
1
| |
|
G ¼»
|
13,1 мм
|
1,3
|
M 14×1,5
|
14 мм
|
1,5
| |
|
G ½»
|
20,9 мм
|
1,8
|
M 22×1,5
|
22 мм
|
1,5
| |
|
G ¾»
|
26,4 мм
|
1,8
|
M 27 x 2,0
|
27 мм
|
2
| |
|
G 1¼»
|
41,9 мм
|
2,3
|
M 42 x 2,0
|
42 мм
|
2
| |
|
G 1½»
|
47,8 мм
|
2,3
|
M 48×2,0
|
48 мм
|
2
| |
Опасность того, что при свинчивании ввертной втулки/внутренней резьбы произойдет путаница соединений, нельзя недооценивать. Если в процессе эксплуатации сорвется такое неправильное соединение, возникает реальная опасность для людей и машин. Используя маркировку обоих типов резьбы, эту проблему можно избежать. Пока обязанность маркировки резьбы будет включена в действующие нормы, может пройти немало времени. При этом, как производители машин и оборудования, так и эксплуатационники оборудования могут без бюрократических импульсов проявить свою активность.
Если в процессе эксплуатации сорвется такое неправильное соединение, возникает реальная опасность для людей и машин. Используя маркировку обоих типов резьбы, эту проблему можно избежать. Пока обязанность маркировки резьбы будет включена в действующие нормы, может пройти немало времени. При этом, как производители машин и оборудования, так и эксплуатационники оборудования могут без бюрократических импульсов проявить свою активность.
Резьбовые соединения. Крепёжные изделия с метрической резьбой | Трубопроводы
Определение резьбовых соединений
Резьба – чередующиеся выступы и впадины на поверхности тел вращения, расположенные по винтовой линии; равномерно расположенные выступы или впадины постоянного сечения, образованные на боковой цилиндрической или конической поверхности по винтовой линии с постоянным шагом.
Резьбовые соединения – соединения деталей с помощью резьбы.
Виды резьбовых соединений
К резьбам крепежных изделий относят крупную и мелкие метрические резьбы по ГОСТ 24705-2004 (ИСО 724:1993), ГОСТ 9150-81, а также резьбы со спиральными вставками; к специальным — трубную, прямоугольную, упорную, круглую, трапецеидальную и др. В данной статье речь пойдёт о метрической резьбе.
Деталь с внутренней резьбой называют гайкой, с наружной — болтом (винтом, шпилькой).
Параметры метрической резьбы, в том числе резьбы крепёжных изделий
Рис. 1. Метрическая резьба и её профиль.
Профиль резьбы — это контур сечения резьбы в плоскости, проходящей через ось резьбовой детали. ГОСТ 9150—81 и ГОСТ 8724—81 устанавливают единый номинальный профиль для цилиндрических метрических резьб диаметром до 600 мм, включая резьбы диаметром менее 1 мм. Номинальный профиль резьбы и его элементы показаны на рис. 1. Впадина наружной резьбы (рис. 2) может быть плоскосрезанной или закругленной: Rmax = 0,144Р, Rmin = 0,108Р, где R — радиус впадины; Р — шаг резьбы.
1. Впадина наружной резьбы (рис. 2) может быть плоскосрезанной или закругленной: Rmax = 0,144Р, Rmin = 0,108Р, где R — радиус впадины; Р — шаг резьбы.
Рис. 2. Впадины резьбы болта и гайки.
Резьбы определяются следующими основными параметрами: наружным, средним и внутренним диаметрами; шагом; углом профиля; углом наклона сторон профиля.
Наружный диаметр резьбы d (см. рис. 1) —диаметр цилиндра, описанного относительно вершин наружной резьбы (или впадин внутренней резьбы).
Внутренний диаметр d1 — диаметр цилиндра, вписанного в вершины внутренней резьбы (или впадины наружной резьбы).
Номинальные значения d и dx для наружной и внутренней резьбы одинаковые.
Средний диаметр d2 — диаметр воображаемого цилиндра, поверхность которого пересекает витки резьбы таким образом, что ширина витков и ширина впадин равны.
Шаг резьбы Р — расстояние между параллельными сторонами двух рядом лежащих витков резьбы крепежа, измеренное вдоль оси.
ГОСТ 8724—81 устанавливает диаметры в диапазоне 0,25…600 мм и шаги 0,075…6 мм. Метрические резьбы могут иметь крупный шаг (при диаметрах 0,25…68 мм) и мелкий шаг (при диаметрах 1…600 мм).
Угол профиля α — угол между боковыми сторонами профиля, измеренный в осевой плоскости. Угол наклона сторон профиля β — угол между стороной профиля и перпендикуляром к оси резьбы. Для резьб с симметричным профилем β = 0,5α. Для резьб с асимметричным профилем, например для упорной или конической, угол наклона каждой стороны определяется независимо.
Высота исходного треугольника Н — высота остроугольного профиля, полученного при продолжении боковых сторон профиля до их пересечения. Рабочая высота профиля Н1 — высота плоскосрезанного теоретического профиля, равная полуразности наружного и внутреннего диаметров. Для метрических резьб Н = 0,866025×Р, Н1 = 0,54126×Р.
Для метрических резьб Н = 0,866025×Р, Н1 = 0,54126×Р.
Ход Ph — величина относительного перемещения исходной средней точки по винтовой линии резьбы на угол 360°; Ph=P×n, где n — число заходов.
В действительности высота соприкосновения меньше, так как система допусков предусматривает определенные зазоры, например, по внутренним диаметрам резьбы гайки и болта.
Рабочая высота витка Н1 — наибольшая высота соприкосновения; наименьшая выcота соприкосновения обозначается Н1 min. Для резьбы с плоскосрезанным профилем Н1 и Н1 min определяют наибольшее и наименьшее перекрытие витков резьбы болта и гайки.
Угол подъёма резьбы (винтовой линии)
.
Для многозаходных резьб в числителе этой формулы следует подставлять вместо Р произведение n0P, где n0 — число заходов.
Длина свинчивания (высота гайки Н) — длина (высота) соприкосновения поверхностей болта и гайки, измеренная вдоль оси.
Обозначается метрическая резьба буквой M (от англ. metric system, метрическая система мер). Резьба с номинальным диаметром 32 мм с крупным шагом обозначается как М32; резьба с номинальным диаметром 16 мм с мелким шагом – М16×1,5; для обозначения левой резьбы в конце добавляются буквы LH.
Заключение
Метрическая резьба является наиболее распространённой в виду широкой стандартизации метрической системы мер.
Получив доступ к данной странице, Вы автоматически принимаете Пользовательское соглашение.
Общие сведения о резьбовых соединениях
В машиностроении применяются различные виды разъемных соединений:
- Резьбовые
- Шпоночные
- Шлицевые
- Клиновые
- Штифтовые
- Профильные
Самым распространенным видом соединений вообще и разъемных в частности являются резьбовые.
Резьбовым называют соединение составных частей изделия с применением детали, имеющей резьбу.
Резьба представляет собой чередующиеся выступы и впадины на поверхности тела вращения, расположенные по винтовой линии. В современных машинах детали, имеющие резьбу, составляют свыше 60 % от общего количества деталей.
Широкое применение резьбовых соединений в машиностроении объясняется их достоинствами: универсальностью, высокой надежностью, малыми габаритами и весом крепежных резьбовых деталей, способностью создавать и воспринимать большие осевые силы, технологичностью и возможностью точного изготовления.
Резьбы изготовливаются либо путем пластической деформации (накаткой на резьбонакатных станках, выдавливанием на тонкостенных металлических изделиях), либо резанием (на токарно-винторезных, резьбонарезных, резьбофрезерных, резьбошлифовальных станках или вручную метчиками и плашками). На деталях из стекла, пластмассы, металлокерамики, чугуна резьбу изготовляют отливкой или прессованием.
Следует отметить, что накатывание резьбы круглыми или плоскими плашками на резьбонакатных станках — наиболее высокопроизводительный метод, с помощью которого изготавливается большинство стандартных крепежных деталей с наружной резьбой. При этом накатанная резьба прочнее нарезанной, так как в первом случае не происходит перерезания волокон металла заготовки, а поверхность резьбы наклепывается.
Диаметры стержней под накатывание и нарезание резьб, диаметры отверстий под нарезание резьб, а также выход резьбы (сбеги, недорезы, проточки и фаски) стандартизованы. Кроме того, стандартизованы метки (в виде прорезей) на деталях с левой резьбой.
Резьба имеет следующие основные геометрические параметры:
- Наружный диаметр – d, D
- Внутренний диаметр – d1, D1
- Средний диаметр – d2, D2 (диаметр воображаемого цилиндра, на поверхности которого толщина витка равна ширине впадины)
- Шаг резьбы – р (расстояние между соседними одноименными боковыми сторонами профиля в направлении, параллельном оси резьбы)
- Число заходов – n (заходность резьбы легко определяется на торце винта по числу сбегающих витков)
- Угол подъема резьбы – угол, образованный касательной к винтовой линии резьбы в точках, лежащих на среднем диаметре, и плоскостью, перпендикулярной оси резьбы
Диаметр, условно характеризующий размер резьбы, называется номинальным. Для большинства резьб в качестве номинального диаметра принимается наружный.
Для большинства резьб в качестве номинального диаметра принимается наружный.
Классификацию резьб можно проводить по многим основаниям. По форме профиля они делятся на треугольные, трапецеидальные, упорные, прямоугольные, круглые и др., по форме поверхности – на цилиндрические и конические, по расположению – на наружные и внутренние.
По числу заходов резьбы бывают однозаходными и многозаходными, по направлению заходов – правыми и левыми, по величине шага – с крупным или мелким шагом, по эксплуатационному назначению – крепежными, крепежно-уплотнительными, ходовыми или специальными.
Крепежные резьбы (метрические, дюймовые) предназначены для скрепления деталей, крепежно-уплотнительные (трубные, конические) применяются в соединениях, требующих не только прочности, но и герметичности.
Ходовые резьбы (трапецеидальная, упорная, прямоугольная) служат для передачи движения и применяются в передачах винт/гайка. Специальные резьбы (круглая, окулярная, часовая и др.) имеют специальное назначение. Большинство применяемых в нашей стране резьб стандартизовано.
Специальные резьбы (круглая, окулярная, часовая и др.) имеют специальное назначение. Большинство применяемых в нашей стране резьб стандартизовано.
Наиболее широкое применение в машиностроении имеют соединения с крепежной метрической или дюймовой резьбой.
Форма и размеры, диаметры и шаги метрической резьбы регламентированы стандартами. Стандартизованы резьба метрическая для приборостроения, резьба метрическая коническая, резьба метрическая на деталях из пластмасс.
Метрическая резьба имеет исходный профиль в виде равностороннего треугольника с высотой H, вершины профиля срезаны, впадины притуплены, что необходимо для уменьшения концентрации напряжений по технологическим соображениям (для увеличения стойкости резьбонарезного и резьбонакатного инструмента). Форма впадины резьбы болта может быть закругленной или плоскосрезанной. В резьбе предусмотрен радиальный зазор, который делает ее негерметичной.
По стандарту метрические резьбы делятся на резьбы с крупным и мелким шагом. При одном и том же номинальном диаметре метрическая резьба может иметь один крупный и пять мелких шагов. Например, при номинальном диаметре 20 мм метрическая резьба имеет крупный шаг, равный 2,5 мм, и пять мелких шагов, равных 2; 1,5; 1; 0,75; 0,5 мм. Резьбы с мелким шагом имеют меньшую высоту профиля и меньше ослабляют сечение детали.
При одном и том же номинальном диаметре метрическая резьба может иметь один крупный и пять мелких шагов. Например, при номинальном диаметре 20 мм метрическая резьба имеет крупный шаг, равный 2,5 мм, и пять мелких шагов, равных 2; 1,5; 1; 0,75; 0,5 мм. Резьбы с мелким шагом имеют меньшую высоту профиля и меньше ослабляют сечение детали.
Кроме того, эти резьбы имеют меньшие углы подъема и обладают повышенным самоторможением, что позволяет применять их для соединения мелких тонкостенных деталей и при действии динамических нагрузок. В машиностроении основное применение нашла метрическая резьба с крупным шагом как более прочная и менее чувствительная к ошибкам изготовления и износу.
Крепежные резьбовые детали имеют обычно правую однозаходную резьбу. Левая применяется крайне редко. Допуски и посадки метрических резьб стандартизованы. Согласно действующим стандартам, точность метрических резьб обозначают полем допуска среднего, наружного (для болта) или внутреннего (для гайки) диаметра; в обозначении допуска цифра указывает степень точности, а буква – основное отклонение.
Поля допусков установлены в трех классах точности: точном (для прецизионных резьб), среднем (для общего применения), грубом (при технологической невозможности получения большей точности). Для среднего класса полями допусков предпочтительного применения являются: 6H (для гаек) и 6g (для болтов), что обеспечивает посадку 6H/6gс зазором. Кроме посадок с зазором стандартами предусмотрены посадки переходные и с натягом.
Крепежная дюймовая резьба имеет треугольный профиль с углом 55°, номинальный диаметр ее задается в дюймах (1″ = 25,4 мм), а шаг – числом витков, приходящихся на один дюйм длины резьбы. Дюймовая резьба подобна применяемой в Англии, США и некоторых других странах резьбе Витворта. В России она используется лишь при ремонте импортных машин. Применение дюймовой крепежной резьбы в новых конструкциях запрещено, а стандарт на нее ликвидирован без замены.
Из дюймовых резьб в нашей стране стандартизованы и находят применение трубная цилиндрическая, трубная коническая (обе с углом профиля 55°) и коническая дюймовая (с углом профиля 60°) резьбы. Они используются в трубопроводах и являются крепежно-уплотнительными.
Они используются в трубопроводах и являются крепежно-уплотнительными.
Профиль трапецеидальной резьбы представляет собой равнобокую трапецию с углом между боковыми сторонами 30°. Профили, основные размеры и допуски трапецеидальных резьб стандартизованы, причем предусмотрены резьбы с мелким, средним и крупным шагами.
Профиль упорной резьбы имеет вид неравнобокой трапеции с углами наклона боковых сторон к прямой, перпендикулярной оси резьбы, равными 3 и 30°. Основные размеры и допуски упорной резьбы для диаметров от 10 до 600 мм регламентированы ГОСТом. Стандартизована также резьба упорная усиленная для диаметров от 80 до 2000 мм, у которой одна сторона профиля наклонена под углом 45°.
Трапецеидальная и упорная резьбы являются ходовыми и применяются в передачах винт/гайка. Так, например, трапецеидальная резьба применяется для ходовых винтов токарно-винторезных станков, где возникают реверсивные нагрузки; упорная резьба применяется при односторонних нагрузках, например для грузовых винтов домкратов и прессов, причем усилие воспринимается стороной, имеющей угол наклона 3°.
Трапецеидальную и упорную резьбы можно нарезать на резьбофрезерных, токарно-винторезных станках (последний способ значительно менее производителен), а окончательную обработку производить на резьбошлифовальных станках.
Прямоугольная резьба не стандартизована и имеет ограниченное применение в неответственных передачах винт/гайка. Из всех эта резьба имеет наибольший КПД, однако ее нельзя фрезеровать и шлифовать, так как угол профиля = 0. Кроме того, прочность прямоугольной резьбы ниже, чем у других резьб.
Основным критерием работоспособности крепежных резьбовых соединений является их прочность.
Стандартные крепежные детали сконструированы равнопрочными по следующим параметрам: по напряжениям среза и смятия в резьбе, напряжениям растяжения в нарезанной части стержня и месте перехода стержня в головку. Поэтому для стандартных крепежных деталей в качестве главного критерия работоспособности принята прочность стержня на растяжение, именно по ней ведут расчет болтов, винтов и шпилек. Расчет резьбы на прочность выполняют в качестве проверочного лишь для нестандартных деталей.
Расчет резьбы на прочность выполняют в качестве проверочного лишь для нестандартных деталей.
Расчет крепежных резьбовых соединений
Как показали исследования, проведенные Н.Е. Жуковским, силы взаимодействия между витками винта и гайки распределены в значительной степени неравномерно, однако действительный характер распределения нагрузки по виткам зависит от многих факторов, трудно поддающихся учету (неточности изготовления, степени износа резьбы, материала и конструкции гайки и болта и т.д.). Поэтому при расчете резьбы условно считают, что все витки нагружены одинаково, а неточность в расчете компенсируют значением допускаемого напряжения.
Характерный пример незатянутого резьбового соединения – крепление крюка грузоподъемного механизма. Под действием силы тяжести груза Q стержень крюка работает на растяжение, а опасным будет сечение, ослабленное нарезкой. Статическая прочность стержня с резьбой (которая испытывает объемное напряженное состояние) приблизительно на 10 % выше, чем гладкого стержня без резьбы. В связи с этим расчет стержня с резьбой условно ведут по расчетному диаметру, где р – шаг резьбы с номинальным диаметром d (можно считать приближенно). По найденному значению расчетного диаметра подбирается стандартная крепежная резьба.
В связи с этим расчет стержня с резьбой условно ведут по расчетному диаметру, где р – шаг резьбы с номинальным диаметром d (можно считать приближенно). По найденному значению расчетного диаметра подбирается стандартная крепежная резьба.
Пример затянутого болтового соединения – крепление крышки люка с прокладкой, где для обеспечения герметичности необходимо создать силу затяжки Q. При этом стержень болта растягивается силой Q и скручивается моментом Мр в резьбе.
Примером затянутого болтового соединения, нагруженного внешней осевой силой, может служить крепление двумя болтами крышки работающего под внутренним давлением резервуара. Для такого соединения необходимо обеспечить отсутствие зазора между крышкой и резервуаром при приложении нагрузки R2, иначе говоря, обеспечить нераскрытие стыка. Введем следующие обозначения: Q – сила первоначальной затяжки болтового соединения; R – внешняя сила, приходящаяся на один болт; F – суммарная нагрузка на один болт (после приложения внешней силы R).
Очевидно, что при осуществлении первоначальной затяжки болтового соединения силой Q болт будет растянут, а соединяемые детали сжаты. После приложения внешней осевой силы R болт получит дополнительное удлинение, в результате чего затяжка соединения несколько уменьшится. Поэтому суммарная нагрузка на болт F < Q+R, а задача ее определения методами статики не решается.
Для удобства расчетов условно можно считать, что часть внешней нагрузки R воспринимается болтом, остальная часть – соединяемыми деталями, а сила затяжки остается первоначальной, тогда F = Q+kR, где k – коэффициент внешней нагрузки, показывающий, какая часть внешней нагрузки воспринимается болтом.
Очевидно, что раскрытие стыка произойдет, когда часть внешней силы, воспринятой соединяемыми деталями, окажется равной первоначальной силе затяжки, т. е. при (1 —k)R = Q. Нераскрытие стыка будет гарантировано, если Q = K(1—k)R, где К – коэффициент затяжки; при постоянной нагрузке К = 1,25. .. 2, при переменной нагрузке К = 1,5… 4.
.. 2, при переменной нагрузке К = 1,5… 4.
При расчете болтовых соединений, нагруженных поперечной силой, нужно учитывать, что возможны два принципиально отличных друг от друга варианта таких соединений. В первом варианте болт ставится с зазором и работает на растяжение. Затяжка болтового соединения силой Q создает силу трения, полностью уравновешивающую внешнюю силу F, приходящуюся на один болт.
Для гарантии минимальную силу затяжки, вычисленную из последней формулы, увеличивают, умножая ее на коэффициент запаса сцепления К = 1,3… 1,5, тогда расчетная сила для болта Qрасч = 1,3Q, В рассмотренном варианте соединения сила затяжки до пяти раз может превосходить внешнюю силу, поэтому диаметры болтов получаются большими. Во избежание этого нередко такие соединения разгружают установкой шпонок, штифтов и т. п.
Обычно болты, винты и шпильки изготовляют из пластичных материалов, поэтому допускаемые напряжения при статической нагрузке определяют в зависимости от предела текучести материала. Значения допускаемого коэффициента запаса прочности [s] зависят от характера нагрузки (статической или динамической), качества монтажа соединения (контролируемой или неконтролируемой затяжки), материала крепежных деталей (углеродистой или легированной стали) и их номинальных диаметров.
Значения допускаемого коэффициента запаса прочности [s] зависят от характера нагрузки (статической или динамической), качества монтажа соединения (контролируемой или неконтролируемой затяжки), материала крепежных деталей (углеродистой или легированной стали) и их номинальных диаметров.
При статической нагрузке крепежных деталей из углеродистых сталей [s] = 1,5… 2 (для незатянутых соединений). Для затянутых соединений в грузоподъемном оборудовании [s] = 3…4, при контролируемой затяжке [s] = 1,3… 2, при неконтролируемой затяжке крепежных деталей диаметром более 16 мм [s] = 2,5… 3. Для крепежных деталей с номинальным диаметром менее 16 мм верхние пределы значений коэффициентов запаса прочности увеличивают в два и более раз ввиду возможности обрыва стержня из-за перетяжки.
Для крепежных деталей из легированных сталей (применяемых для более ответственных соединений) значения допускаемых коэффициентов запаса прочности берут примерно на 25 % больше, чем для углеродистых сталей.
При переменной нагрузке значения допускаемых коэффициентов запаса прочности рекомендуются в пределах [s] = 2,5… 4, причем за предельное напряжение принимают предел выносливости материала крепежной детали.
Базовое руководство по типам ниток
Базовое руководство по типам ниток
Этот сайт лучше работает с включенным javascript.
КАТЕГОРИИ
Основы резьбы
Тройник соединить
Будьте в курсе последних новостей и подпишитесь на нашу E-connect!
Темы различаются по-разному.Далее мы объясняем основы работы с потоками. Вы также можете проверить наш раздел часто задаваемых вопросов для обсуждения.
ПОЛ
Каждая подобранная пара ниток, внешняя и внутренняя, может быть описана как мужская и внутренняя. Например, винт имеет наружную резьбу, а соответствующее отверстие — внутреннюю.
Например, винт имеет наружную резьбу, а соответствующее отверстие — внутреннюю.
РУЧНОСТЬ
Спираль нити закручивается в одном из двух возможных направлений.Большинство нитей ориентированы так, что резьбовой элемент, если смотреть с точки зрения по оси, проходящей через центр спирали, удаляется от наблюдателя, когда его поворачивают по часовой стрелке, и движется к наблюдателю, когда он поворачивается против часовой стрелки. по часовой стрелке.
Традиционно для винтовой резьбы по умолчанию используется праворукость. Поэтому большинство резьбовых деталей и крепежных деталей имеют правую резьбу.
ДИЗАЙН
Тип резьбы можно определить по следующим характеристикам: параллельная и коническая (см. Изображения справа).
ШАГ / TPI:
Шаг — это расстояние от вершины одной резьбы до следующей в миллиметрах (мм).
TPI (количество ниток на дюйм) используется для дюймовой резьбы.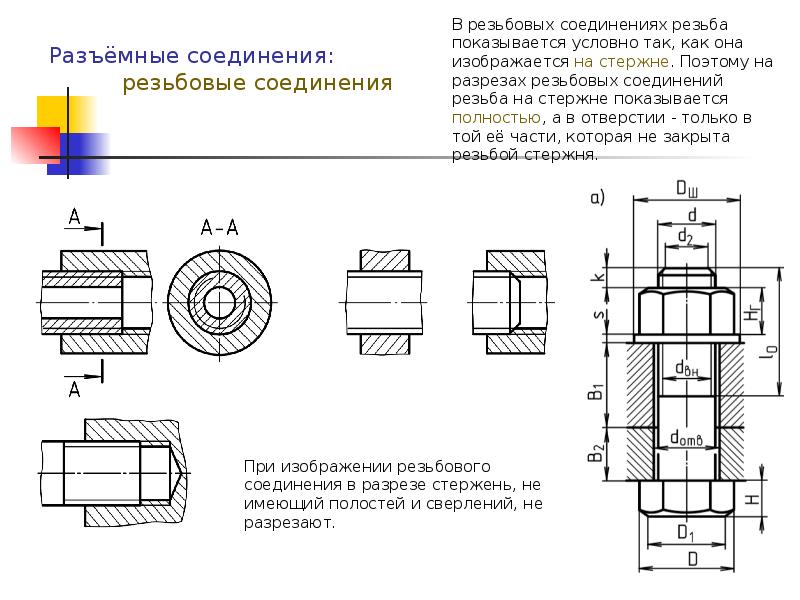
ДИАМЕТР
Наибольший диаметр определяется кончиками резьбы.
Меньший диаметр определяется канавкой резьбы.
Делительный диаметр — это расстояние между концами двух противоположных сторон или длина центральной линии профиля.
УГОЛ
Угол наклона боковой поверхности — это угол между боковой стороной резьбы винта и перпендикулярной линией к оси винта. Коническая резьба имеет конический угол. Это угол между конусом и центральной осью трубы.
КРЕСТ / КОРЕНЬ
Самая внешняя часть резьбы называется «гребнем», самая внутренняя часть резьбы называется «корнем».
ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ?
Вам нужна дополнительная информация о возможностях или вы хотите получить печатную версию?
Свяжитесь с нашими специалистами:
TEESING SALES ENGINEERS
NL: +31 70 413 07 00
CN: + 86- (0) 10-60576210
США: + (1) 973 383 0691
TW: + 886- ( 0) 3-5600560
Почта [адрес электронной почты защищен]
Войти!
Авторизуйтесь, чтобы загрузить документ «Типы ниток»!
Еще нет учетной записи?
Зарегистрируйтесь сейчас!
Зарегистрироваться
указатель типов резьбы документ
- Основы резьбы
- Пол
- Ручка
- Дизайн
- Шаг / TPI
- Диаметр
- Уголок
- Крест / корень
- Наиболее распространенная резьба
- M — резьба ISO (метрическая)
- NPT — трубная резьба
- G / R / Rp — резьба Уитворта (BSPP / BSPT)
- UNC / UNF — Единая национальная резьба
- Дополнительно: сравнительный лист (M — BSPP — BSPT — NPT — UNC — UNF)
- Типы резьбовых уплотнений
- Коэффициент преобразования
- Другие темы
- Часто задаваемые вопросы
- Как определить типы резьбы?
- Что означает NPTF: Female, fine или fuel?
- Какая внутренняя резьба является конической / конической?
- В чем разница между G-резьбой (BSPP) и R-резьбой (BSPT)?
- Могу ли я использовать уплотнительное кольцо с резьбой NPT?
- Совместима ли трубная резьба NPT и BSP?
- Что такое заедание винта / гайки и как его избежать?
- Какой метод уплотнения рекомендуется при установке фитинга PA / PVDF с наружной конической резьбой на металлическую ответную деталь?
- Какая резьба у фитинга JIC?
Это предварительный просмотр страницы.
Принимать файлы cookie
Отклонить файлы cookie
Мы используем файлы cookie только для отслеживания посещений нашего веб-сайта, мы не храним никаких личных данных. Пожалуйста, обратитесь к нашей Политике конфиденциальности.
Назовите эту тему | Конструкция машины
Бесконтактная лазерная сварка дает несколько преимуществ при соединении одной пластмассовой детали с другой. Он работает по принципу частичного пропускания, что позволяет свету лазера проходить через одну из пластмассовых деталей, выделяя тепло и плавить или приваривать его ко второй пластмассовой детали.Готовый сварной шов находится между деталями. Также отсутствует контакт между оплавленным участком и источником тепла или атмосферой, поэтому готовое соединение остается чистым. С другой стороны, традиционные методы сварки пластмасс, такие как ультразвуковая и горячая штамповка, требуют контакта с внешними поверхностями соединяемых деталей, и это может загрязнить соединение и поверхности деталей или механически повредить сборку.
Если команда инженеров собирается использовать бесконтактную лазерную сварку, лучше всего, если они спланируют это на ранней стадии разработки продукта.Решение использовать лазерную сварку уже разработанного пластикового изделия может сработать… иногда. Однако детали и изделия, предназначенные для лазерной сварки, будут иметь меньше проблем при изготовлении и сборке.
Чтобы получить высококачественные пластиковые сварные швы, проектным группам необходимо сначала ответить на четыре основных вопроса:
1. Совместимы ли соединяемые пластмассы с точки зрения температуры плавления и химического состава?
Пластмассы плавятся при гораздо более низких температурах, чем металлы.Например, инженерные пластмассы плавятся при температуре около 480 ° F (250 ° C). Некоторые пластмассы имеют гораздо более высокие температуры плавления, например, полиэфирэфиркетон (PEEK), который плавится при температуре от 660 до 750 ° F (от 350 до 400 ° C).
Два соединяемых пластика должны иметь одинаковую температуру плавления, так как это помогает обеспечить хорошее перемешивание расплавленного пластика в сварочной ванне. Это также увеличивает механическую прочность соединения, когда оно затвердевает.
Это также увеличивает механическую прочность соединения, когда оно затвердевает.
Химический состав пластмасс также имеет значение. Например, некоторые пластмассы трудно или невозможно сварить вместе.Сюда входят полиэтилен высокой плотности (HD-PE) и полипропилен (PP). Но можно сваривать полиэтилен низкой плотности (LD-PE) с полипропиленом, даже если полиэтилены принадлежат к одному семейству.
2. Может ли лазерный луч эффективно проходить через верхний материал к стыку? И может ли нижний слой поглощать лазерный луч, создавая тепло там, где это необходимо?
Идеальное светопропускание и поглощение при сварке пластмасс.
Лазерные лучи для сварки пластмасс обычно создаются мощными диодными лазерами и находятся в ближней инфракрасной и инфракрасной областях (длины волн от 800 до 2000 нм).Свариваемые вместе пластмассы должны обладать некоторой степенью пропускания и поглощения в этом диапазоне.
Пластмассы одновременно имеют аморфную и кристаллическую фазы. Различия в показателях преломления пластика в этих фазах вызывают рассеивание и отражение света, а также его пропускание и поглощение. Это может помочь или затруднить лазерную сварку, в зависимости от уровня этих эффектов. Дизайнеры могут адаптировать эти свойства к пластику, чтобы получить нужную степень пропускания лазерного луча через верхнюю часть и поглощения в нижней части.
Различия в показателях преломления пластика в этих фазах вызывают рассеивание и отражение света, а также его пропускание и поглощение. Это может помочь или затруднить лазерную сварку, в зависимости от уровня этих эффектов. Дизайнеры могут адаптировать эти свойства к пластику, чтобы получить нужную степень пропускания лазерного луча через верхнюю часть и поглощения в нижней части.
Например, команда разработчиков может добавлять в пластмассы добавки, чтобы они лучше поглощали лазерный свет. А регулировка концентрации стекловолокна в пластмассах, таких как полиамид (PA-66, он же нейлон), изменяет количество света, проходящего через них.
3. Можно ли правильно удерживать детали вместе во время сварки и можно ли контролировать прилагаемое усилие? Обеспечивает ли геометрия деталей хорошее прилегание без зазоров между деталями?
Детали, которые будут свариваться друг с другом с помощью лазера, должны иметь такую форму, чтобы они плотно прилегали друг к другу без зазоров в местах соединения. Лазерная сварка плохо передает тепло через воздушные зазоры; части должны соприкасаться. Это легко сделать с помощью сварных швов внахлест, но для качественной лазерной стыковой сварки требуются детали с жесткими допусками и зависят от того, как лазерный луч направляется на сварной шов.
Лазерная сварка плохо передает тепло через воздушные зазоры; части должны соприкасаться. Это легко сделать с помощью сварных швов внахлест, но для качественной лазерной стыковой сварки требуются детали с жесткими допусками и зависят от того, как лазерный луч направляется на сварной шов.
Некоторые детали, особенно большие или геометрически сложные, необходимо прижать друг к другу во время сварки, чтобы получить хорошее соединение. Эта сила может создаваться сервоприводами или пневматическими зажимами. Но команда разработчиков должна знать о силах разрушения пластика.Они определяют, какое усилие выдержит горячий и плавящийся пластик, прежде чем он существенно деформируется. Он также определяет, какое усилие необходимо, чтобы сдвинуть детали вместе в расплавленном состоянии. Датчики силы-смещения часто добавляются к инструментам для лазерной сварки, чтобы отслеживать и контролировать силы, прилагаемые к пластиковым компонентам во время цикла сварки.
Есть несколько проблем, которые инженеры должны решить, чтобы сварка пластмасс работала в их применении.
4. Могут ли детали эффективно распределять и контролировать выделяемое лазером тепло с учетом геометрии?
Есть несколько способов направить лазерный луч на заготовки для сварки.Например, неподвижная лазерная головка может сваривать деталь, установленную на столе, который перемещается в трех измерениях, чтобы адаптировать путь сварки. Такой подход может не нагревать большие детали равномерно из-за ускорений, необходимых в точках пуска и останова, а также при изменении направления траектории. Однако команда разработчиков может создавать сложные траектории, используя данные САПР в этих системах.
В другом подходе используются высокоскоростные сканирующие головки, которые могут перемещать лазерный луч по пути сварки со скоростью до 33 футов / сек. Сканирование лазером достаточной мощности вокруг сварочного шва на этих скоростях почти мгновенно нагревает весь сварной шов.Это снижает эффекты одновременного нагрева и охлаждения, которые могут создавать подвижные столы.
Менее гибкий подход состоит в том, чтобы создать маску или трафарет пути сварки, поместить его поверх детали, а затем нанести лазерный луч на всю деталь. Это одновременно нагревает весь путь. При изменении пути необходимо создавать новую маску. Иногда специальные лазерные линзы с линейной фокусировкой создают сварной шов определенной длины. (Сварные швы используются, когда сварной шов имеет простую форму, например прямую линию или круг.) Во время этого процесса может потребоваться управление оптической мощностью, что может выполняться пирометрами, измеряющими температуру заготовки во время сварки и отправляющими эту информацию обратно в контроллер мощности лазера.
Важно, чтобы продукт и производственные процессы были разработаны с учетом лазерной сварки. Таким образом, команда разработчиков должна работать с поставщиками и клиентами, чтобы обеспечить это. Например, пресс-формы для сложных пластиковых деталей дороги, и производители инструментов должны знать о проблемах сварки пластмасс, прежде чем завершать свои проекты.
Джонатан Маги — управляющий директор ACSYS Lasertechnik UK Ltd, Ковентри, Великобритания (acsyslaser.co.uk).
Определение резьбы и соединителей | Центр знаний
13,5
минут | 07 мая 2019
Неправильные детали могут повредить резьбу во время установки, что, в свою очередь, ухудшит способность выдерживать давление и надежность уплотнения муфты гидравлического шланга, фитинга или адаптера.
Будьте точны. Размеры резьбы разных типов часто очень похожи.Следуйте инструкциям, чтобы точно получить нужную нить.
Вам понадобится:
✔ Штангенциркуль
✔ Измеритель шага винта, также известный как измеритель резьбы и шаг
✔ Таблицы идентификации резьбы
Дополнительно:
✔ Датчик положения сиденья
Типы резьбы
Ваш тип резьбы, скорее всего, будет одним из следующих:
Шаг 1: Проверьте резьбу
Резьба коническая или параллельная? Визуального осмотра должно хватить, чтобы ответить на этот вопрос.
- Если вы не можете сказать точно, используйте губки штангенциркуля для измерения первой, четвертой и последней полной резьбы.
- Если все размеры совпадают, вы имеете дело с параллельной резьбой, также известной как прямая резьба.
- Если размеры уменьшаются, то нужна коническая резьба.
Подсказка: Осмотрите уплотнение. Например, резьба NPT и резьба BSPT имеют коническую форму. Эти резьбы создают уплотнение из-за заклинивания металла по металлу или некоторой деформации резьбы.Однако для параллельной резьбы обычно требуется уплотнительное кольцо или резьбовая лента для обеспечения уплотнения.
Шаг 2: Измерьте диаметр
Измерьте диаметр резьбы штангенциркулем.
- Для наружной резьбы измерьте внешний диаметр (O.D). Для внутренней резьбы измерьте внутренний диаметр (I.D).
- Конический: измерьте 4-ю и 5-ю резьбу
- Параллельно: измерьте любой коридор полной резьбы
Шаг 3. Измерьте шаг
Измерьте шаг
Шаг резьбы — это количество витков резьбы на дюйм.(Для метрических типов угроз это расстояние между потоками.)
- Используйте измеритель шага винта, чтобы проверить резьбу по каждому калибру или форме, пока не найдете совпадение.
- Имейте в виду, что некоторые формы дробной и метрической резьбы сопоставимы, поэтому ищите точное совпадение.
- Вы узнаете, что у вас есть совпадение, когда калибр будет аккуратно вставлен в резьбовую часть.
- Всегда полезно использовать несколько разных калибров, чтобы подбирать подходящий размер.
Шаг 4: Измерьте посадочное место
Это необязательный шаг, но он подтвердит, какая резьба вам нужна.
- С помощью манометра измерьте любой угол уплотняемой поверхности.
- Когда будет найден подходящий угол, ваш датчик будет параллелен оси соединителя. Вы также можете использовать манометр для измерения внутренних углов.
Совет : Некоторые фитинги имеют двойное седло, например JIC 37˚ и SAE 45˚.
Шаг 5: Обозначьте резьбу
Снимите размеры и сравните их с таблицами идентификации резьбы.
Трубная резьба NPT и NPS
Знайте свою резьбу
- NPT — это национальный трубный конус (американский) — форма резьбы согласно ANSI / ASME B1.20.1
- NPS — прямая труба национального стандарта (ПАРАЛЛЕЛЬНАЯ) — форма резьбы согласно ANSI / ASME B1.20.1
- NPTF — это национальный трубный конус для топлива — форма резьбы согласно SAE J476
- NPSM является национальной трубной прямой механической резьбой — форма резьбы согласно ANSI / ASME B1.20.1
NPT и NPTF
Имеют разный большой и малый диаметр.Также есть различия в основании и вершине резьбы. В то время как гребни резьбы NPTF соответствуют тем же параметрам, что и стандарты NPT, гребни NPTF имеют меньший диапазон. Кроме того, NPT требует, чтобы уплотнение было герметичным, а NPTF — нет.
NPT и NPS
NPT и NPS имеют одинаковый угол резьбы, форму и шаг (резьбы на дюйм). Обе резьбы также имеют угол наклона 60 ° и имеют плоские вершины и впадины. Резьбы NPT и NPS будут входить в зацепление, но учтите, что они не плотно прилегают друг к другу.
Измерительная
Измерьте наружный диаметр наружной резьбы NPT. и внутренняя резьба NPT I.D. сначала полная резьба около конца фитинга. В приведенных ниже таблицах размер резьбы относится к номинальному диаметру трубы. Шаг = число ниток на дюйм (TPI).
Вычтем прибл. 1/4 ″ (6 мм) от измерения диаметра резьбы (TD) для номинального размера трубы (NPS): TD — 0,25 дюйма = NPS
NPT Размеры
Размер резьбы NPT и шаг | Размер панели | Наружная резьба Minor O. | Внутренняя резьба I.D. | ||
дюймов — СОВЕТ | мм | дюймов | мм | дюймов | |
1/8 — 27 | -02 | 9,9 | 0.39 | 8,4 | 0,33 |
1/4 — 18 | -04 | 13,2 | 0,52 | 11,2 | 0,44 |
3/8 — 18 | -06 | 16,6 | 0,65 | 14. | 0,58 |
1/2 — 14 | -08 | 20,6 | 0,81 | 17,8 | 0,70 |
3/4 — 14 | -12 | 26,0 | 1,02 | 23.4 | 0,92 |
1 — 11. ½ | -16 | 32,5 | 1,28 | 29,5 | 1,16 |
1. ¼ — 11. ½ | -20 | 41,2 | 1,62 | 38.1 | 1,50 |
1. | -24 | 47,3 | 1,86 | 43,9 | 1,73 |
2–11 ½ | -32 | 59,3 | 2,33 | 56.4 | 2,22 |
2.½ — 8 | -40 | 71,5 | 2,82 | 69,1 | 2,72 |
3–8 | -48 | 87,3 | 3,44 | 84.8 | 3,34 |
 Д.
Д. 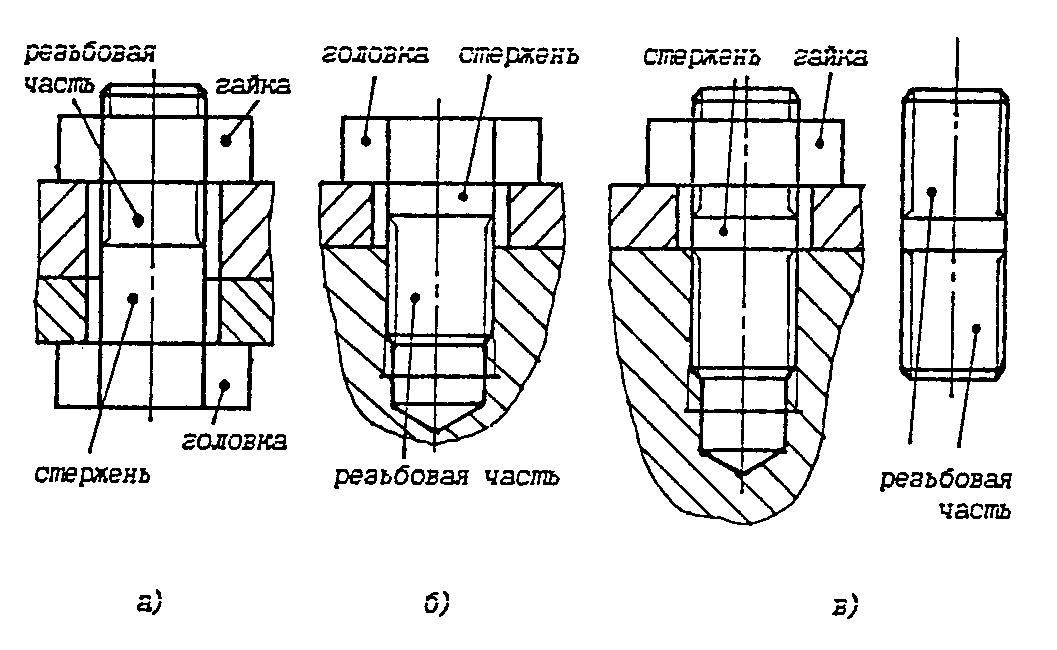 7
7 ½ — 11. ½
½ — 11. ½Размеры резьбы NPSM
Сопутствующая резьба к NPT, NPSM — это внутреннее поворотное соединение с параллельной резьбой, которое позволяет наружной резьбе NPT входить в контакт с уплотнительной поверхностью 30 °.
Размер резьбы NPSM | Размер панели | Внутренняя резьба Minor I.D. | |
дюймов — СОВЕТ | мм | дюймов | |
1/8 — 27 | -02 | 8.6 | 0,34 |
1/4 — 18 | -04 | 11,9 | 0,47 |
3/8 — 18 | -06 | 15,0 | 0,59 |
| 1/2 — 14 | -08 | 19,1 | 0,75 |
3/4 — 14 | -12 | 24.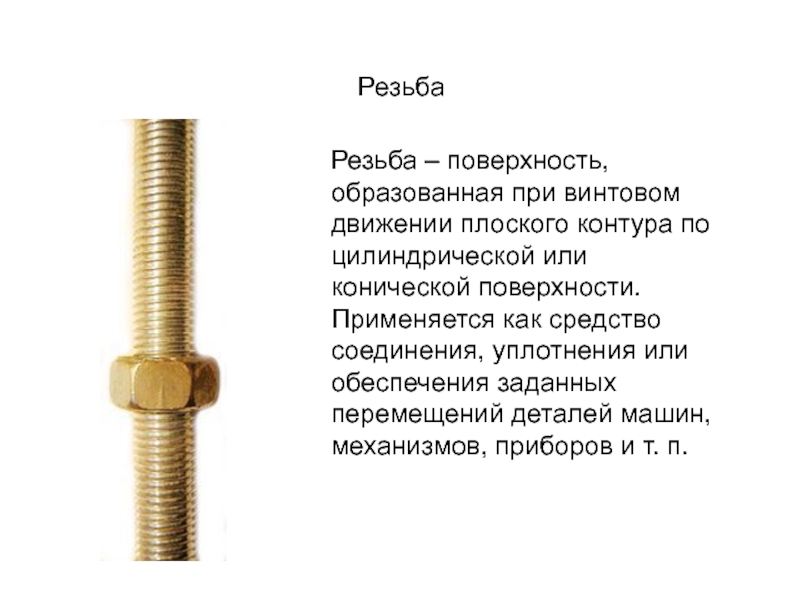 6 6 | 0,92 |
1 — 11. ½ | -16 | 30,5 | 1,20 |
1. ¼ — 11. ½ | -20 | 39,4 | 1,55 |
1. ½ — 11. ½ | -24 | 45,5 | 1.79 |
2 — 11 ½ | -32 | 57,4 | 2,26 |
2.½ — 8 | -40 | 68,8 | 2,26 |
3–8 | -48 | 84,68 | 3,33 |
Резьба SAE
Что такое резьба SAE?
SAE — это Общество инженеров автомобильной промышленности. Фитинги SAE в основном используются в холодильных установках, автомобильных трубопроводных системах и других устройствах низкого давления. Медные трубы обычно используются с резьбой SAE.
Фитинги SAE в основном используются в холодильных установках, автомобильных трубопроводных системах и других устройствах низкого давления. Медные трубы обычно используются с резьбой SAE.
Отбортовка SAE (SAE J512)
У обеих половин SAE с развальцовкой под углом 45 °. Резьбы двух половин встречаются, образуя прочное механическое соединение. Уплотнение формируется на конусе под углом 45 °. За исключением углов седла, коннекторы под развальцовку SAE 45 ° отражают коннекторы под развальцовку JIC 37 °. Некоторые фитинги этих размеров имеют седла как JIC 37 °, так и SAE 45 °.
Размер резьбы и шаг | Размер панели | Наружный диаметр резьбы | Внутренняя резьба I. | Размер трубки | ||
дюймов — СОВЕТ | мм | дюймов | мм | дюйма | дюйма | |
5/16 — 24 | -05 | 7.9 | 0,31 | 6,8 | 0,27 | 1/8 |
3/8 — 24 | -06 | 9,5 | 0,38 | 8,4 | 0,33 | 3/16 |
7/16 — 20 | -07 | 11,1 | 0. | 9,9 | 0,39 | 1/4 |
1/2 — 20 | -08 | 12,7 | 0,50 | 11,4 | 0,44 | 5/16 |
5/8 — 18 | -10 | 15,9 | 0.63 | 14,2 | 0,56 | 3/8 |
3/4 — 16 | -12 | 19,1 | 0,75 | 17,5 | 0,69 | 1/2 |
7/8 — 14 | -14 | 22,2 | 0. | 20,6 | 0,81 | 5/8 |
1,1 / 16 — 14 | -17 | 27,0 | 1,06 | 24,9 | 0,98 | 3/4 |
 D.
D.  44 год
44 год 88
88Шаг = количество ниток на дюйм (TPI).
SAE, перевернутая под углом 45 ° (SAE J512)
Размер резьбы и шаг | Размер панели | Наружная резьба O.Д. | Внутренняя резьба I.D. | Размер трубки | ||
дюймов — СОВЕТ | мм | дюймов | мм | дюйма | дюйма | |
7/16 — 24 | -07 | 11,1 | 0. | 9,9 | 0,39 | 1/4 |
1/2 — 20 | -08 | 12,7 | 0,50 | 11,4 | 0,45 | 5/16 |
5/8 — 18 | -10 | 15,9 | 0,63 | 14.2 | 0,56 | 3/8 |
16.11 — 18 | -08 | 17,5 | 0,69 | 16,0 | 0,63 | 7/16 |
 44 год
44 годШаг = число ниток на дюйм (TPI).
Уплотнительные кольца пилотного клапана SAE
Вертлюг с наружной резьбой
Размер резьбы и шаг | Размер панели | Наружная резьба O.Д. | Внутренняя резьба I.D. | Размер трубки | ||
дюймов — СОВЕТ | мм | дюймов | мм | дюйма | дюйма | |
5/8 — 18 | -10 | 15,9 | 0.63 | 14,2 | 0,56 | -6 |
3/4 — 18 | -12 | 19,0 | 0,75 | 17,8 | 0,70 | -8 |
7/8 — 18 | -14 | 22,2 | 0,88 | 20.6 | 0,81 | -10 |
Шаг = количество ниток на дюйм (TPI)
Вертлюг с внутренней резьбой
Размер резьбы и шаг | Размер панели | Наружный диаметр резьбы | Внутренняя резьба I.D. | Размер трубки | ||
дюймов — СОВЕТ | мм | дюймов | мм | дюйма | дюйма | |
5/8 — 18 | -10 | 15.9 | 0,63 | 14,2 | 0,56 | -6 |
3/4 — 16 | -12 | 19,0 | 0,75 | 17,5 | 0,69 | -8 |
Шаг = количество ниток на дюйм (TPI).
Уплотнительное кольцо с прямой резьбой SAE
Уплотнение прямой или параллельной резьбы SAE благодаря уплотнительному кольцу Buna-N с твердостью 90, что делает его чрезвычайно надежным и пригодным для многократного использования.
Размер панели | Шаг резьбы | Наружный диаметр резьбы | Внутренняя резьба I.D. | ||
мм | дюймов | мм | дюйма | ||
-02 | 24 | 3.9 | 0,31 | 6,9 | 0,27 |
-03 | 24 | 9,6 | 0,38 | 8,6 | 0,34 |
-04 | 20 | 11,2 | 0,44 | 9,9 | 0.39 |
-05 | 20 | 12,7 | 0,5 | 11,4 | 0,45 |
-06 | 18 | 14,2 | 0,56 | 12,9 | 0,51 |
-08 | 16 | 19 | 0.75 | 17 | 0,67 |
-10 | 14 | 22,3 | 0,88 | 20,3 | 0,8 |
-12 | 12 | 26,9 | 1,06 | 24,9 | 0.98 |
-14 | 12 | 30 | 1,18 | 27,7 | 1,09 |
-16 | 12 | 33,3 | 1,31 | 31 | 1,22 |
-20 | 12 | 41.4 | 1,63 | 39,1 | 1,54 |
-24 | 12 | 47,7 | 1,88 | 45,5 | 1,79 |
-32 | 12 | 63,5 | 2,5 | 61.2 | 2,41 |
Резьба BSPT и BSPP
Британская стандартная трубная резьба
- BSP — труба британского стандарта, также известная как форма резьбы Whitworth 55 °
- BSPT — это британский стандарт трубного конуса — форма резьбы согласно AS 1722.1, BS 21, ISO 7
- BSPP — это британский стандарт параллельной трубы — форма резьбы согласно AS 1722.2, ISO 228
Вы должны знать:
- Уплотнение с наружной резьбой BSPT относительно резьбы фиксированной внутренней резьбы BSPT.
- Для достижения наилучших результатов используйте опасный герметик для соединений BSPT «папа — мама».
- Измерьте наружный диаметр наружной резьбы BSPT. и внутренняя резьба I.D. на первой полной резьбе около конца фитинга.
- Наружная резьба BSPT и наружная резьба BSPP с коническим седлом 30 ° (включенный угол 60 °) против соответствующего конического седла 30 ° вертлюга с внутренней резьбой BSPP.
Размеры резьбы BSPT и BSPP
Размер и шаг | Размер панели | BSPT Наружная резьба O.Д. | BSPP Наружный диаметр резьбы | BSPT Внутренняя резьба I.D. | BSPP Внутренняя резьба I.D. | ||||
дюймов — СОВЕТ | мм | дюймов | мм | дюймов | мм | дюймов | мм | дюймов | |
1/8 — 28 | -02 | 9.5 | 0,37 | 9,6 | 0,38 | 8,4 | 0,33 | 8,6 | 0,34 |
1/4 — 19 | -04 | 12,8 | 0,50 | 13.0 | 0,51 | 11,2 | 0,44 | 11,9 | 0,47 |
3/8 — 19 | -06 | 16,3 | 0,64 | 16,5 | 0,65 | 14,7 | 0.59 | 15,2 | 0,60 |
1/2 — 14 | -08 | 20,4 | 0,80 | 20,8 | 0,82 | 18,3 | 0,72 | 19,1 | 0.75 |
8 мая — 14 | -10 | 22,5 | 0,89 | 22,8 | 0,90 | 20,6 | 0,81 | 20,8 | 0,82 |
3/4 — 14 | -12 | 25.9 | 1,02 | 26,3 | 1,04 | 23,9 | 0,94 | 24,6 | 0,97 |
1–11 | -16 | 32,6 | 1,28 | 33.1 | 1,30 | 29,7 | 1,17 | 30,7 | 1,21 |
1.¼ — 11 | -20 | 41,1 | 1,62 | 41,8 | 1,64 | 38.6 | 1,52 | 39,4 | 1,55 |
1.½ — 11 | -24 | 47,0 | 1,85 | 47,7 | 1,88 | 44,5 | 1,75 | 45.5 | 1,79 |
2–11 | -32 | 58,6 | 2,31 | 59,5 | 2,34 | 56,4 | 2,22 | 57,4 | 2,26 |
2.½ — 11 | -40 | 74,1 | 2,92 | 75,1 | 2,95 | 71,9 | 2,83 | 72,6 | 2,86 |
3-11 | -48 | 86.6 | 3,41 | 87,9 | 3,46 | 84,6 | 3,33 | 85,4 | 3,36 |
Размер резьбы относится к номинальному внутреннему диаметру трубы. Шаг = число ниток на дюйм (TPI). Вычтите прибл. 1/4 ″ (6 мм) от измерения диаметра резьбы (TD) для номинального диаметра трубы (NPS): TD — 0.25 дюймов = NPS
JIC Thread
JIC означает Объединенный отраслевой совет — SAE J514, ISO 8434-2.
Вы должны знать:
- Фитинги JIC представляют собой фитинги с развальцовкой, обработанные с посадочной поверхностью под развальцовку 37 °, используемые в гидравлических системах, где используется высокое давление (до 10 000 фунтов на кв. Дюйм).
- Это фитинги с уплотнением металл-металл, имеющие унифицированный стандарт резьбы (тонкая) (UNF).
- В Европе это самый распространенный тип фитингов американского типа.
Размеры резьбы JIC
Размер резьбы и шаг | Размер панели | Наружный диаметр резьбы | Внутренняя резьба I.D. | Размер трубки | ||
дюймов — СОВЕТ | мм | дюймов | мм | дюйма | дюйма | |
5/16 — 24 UNF | -05 | 7.9 | 0,31 | 6,8 | 0,27 | 1/8 |
3/8 — 24 UNF | -06 | 9,5 | 0,38 | 8,5 | 0,33 | 3/16 |
7/16 — 20 UNF | -07 | 11.1 | 0,44 | 9,9 | 0,39 | 1/4 |
1/2 — 20 | -08 | 12,7 | 0,50 | 11,4 | 0,45 | 5/16 |
9/16 — 18 UNF | -09 | 14.3 | 0,56 | 13,0 | 0,51 | 3/8 |
3/4 — 16 UNF | -12 | 19,1 | 0,75 | 17,5 | 0,69 | 1/2 |
7/8 — 14 UNF | -14 | 22.2 | 0,88 | 20,3 | 0,80 | 5/8 |
1,1 / 16 — 12 ООН | -17 | 27,0 | 1,06 | 24,9 | 0,98 | 3/4 |
1,3 / 16 — 12 ООН | -19 | 30.2 | 1,19 | 28,2 | 1,11 | 7/8 |
1,5 / 16 — 12 UN | -21 | 33,3 | 1,31 | 31,2 | 1,23 | 1 |
1,5 / 8 — 12 UN | -26 | 41.3 | 1,63 | 39,1 | 1,54 | 1,1 / 4 |
1,7 / 8 — 12 UN | -30 | 47,6 | 1,88 | 45,5 | 1,79 | 1.½ |
2.½ — 12 ООН | -40 | 63.5 | 2,50 | 61,5 | 2,42 | 2 |
Шаг = количество ниток на дюйм (TPI).
Резьба ORFS
ORFS обозначает торцевое уплотнение с уплотнительным кольцом.
ORFS имеют высокий уровень герметичности благодаря механизму сжатия уплотнительного кольца. Благодаря своей хорошей вибростойкости, ORFS приобрела международную популярность как фитинги для OEM-машин.
Вы должны знать:
- Система ORFS включает фитинги с наружной резьбой с уплотнительным кольцом в канавке на плоской поверхности.
- Фитинги с внутренней резьбой состоят из плоских поверхностей и накидных гаек UNF с прямой или параллельной резьбой.
- С помощью фитинга ORFS вы можете установить шланг в сборе на фиксированное расстояние или пространство. Плоские поверхности охватываемого и охватывающего фитингов означают, что вам не нужно перемещать назад другие компоненты системы. Вы можете просто вставить шланг в сборе.
- Унифицированная стандартная резьба, тонкая (UNF) включает в себя унифицированную специальную резьбу (UNS) и унифицированную (UN).
Таблица размеров торцевого уплотнительного кольца
Размер резьбы и шаг | Размер панели | Наружный диаметр резьбы | Внутренняя резьба I.D. | Размер трубки | ||
дюймов — СОВЕТ | мм | дюймов | мм | дюйма | дюйма | |
9/16 — 18 UNF | -09 | 14.3 | 0,56 | 12,9 | 0,51 | 1/4 |
11/16 — 16 UNF | -11 | 17,3 | 0,68 | 16,0 | 0,63 | 3/8 |
13/16 — 16 UNF | -13 | 20.6 | 0,81 | 19,1 | 0,75 | 1/2 |
1-14 UNS | -16 | 25,4 | 1,00 | 23,6 | 0,73 | 5/8 |
1,3 / 16 — 12 ООН | -19 | 30.0 | 1,18 | 28,2 | 1,11 | 3/4 |
1,7 / 16 — 12 ООН | -23 | 36,3 | 14,3 | 34,3 | 1,35 | 1 |
1,11 / 16 — 12 ООН | -27 | 42.7 | 1,68 | 40,6 | 1,60 | 1/1/4 |
2-12 UN | -32 | 51,8 | 2,00 | 48,8 | 1,92 | 1,1 / 2 |
Шаг = количество ниток на дюйм (TPI).
Резьба JIS
JIS — это японские промышленные стандарты.В Японии существует четыре популярных стиля соединения. Первые два:
1. Коническая трубная резьба JIS
Этот соединитель идентичен соединителю BSPT, который также имеет коническую форму, и взаимозаменяем с ним. Примечание: японская наружная резьба не имеет отбортовки 30 °. Он не подходит для шарнирного соединения с внутренней резьбой BSPP с перевернутым седлом.
Уплотнение на японском соединителе с конической трубной резьбой выполнено на резьбе. Для достижения наилучших результатов всегда используйте герметик для резьбовых соединений.
2.JIS 30˚ Flare (внутреннее коническое седло)
JIS 30˚ Flare использует перевернутое на 60 ° седло и резьбу BSPP. И у японцев, и у британцев есть 30˚ место, но британское сиденье перевернуто, поэтому они несовместимы.
Размеры резьбы BSPT и BSPP
Размер и шаг | Размер панели | BSPT Наружный диаметр резьбы | BSPP Наружная резьба O.Д. | Внутренняя резьба BSPT I.D. | Внутренняя резьба BSPP I.D. | ||||
дюймов — СОВЕТ | мм | дюймов | мм | дюйма | мм | дюйма | мм | дюйма | |
1/8 — 28 | -02 | 9.5 | 0,37 | 9,6 | 0,38 | 8,4 | 0,33 | 8,6 | 0,34 |
1/4 — 19 | -04 | 12,8 | 0,50 | 13,0 | 0,51 | 11.2 | 0,44 | 11,9 | 0,47 |
3/8 — 19 | -06 | 16,3 | 0,64 | 16,5 | 0,65 | 14,7 | 0,59 | 15,2 | 0,60 |
1/2 — 14 | -08 | 20.4 | 0,80 | 20,8 | 0,82 | 18,3 | 0,72 | 19,1 | 0,75 |
5/8 — 14 | -10 | 22,5 | 0,89 | 22,8 | 0,90 | 20,6 | 0.81 год | 20,8 | 0,82 |
3/4 — 14 | -12 | 25,9 | 1,02 | 26,3 | 1,04 | 23,9 | 0,94 | 24,6 | 0,97 |
1–11 | -16 | 32.6 | 1,28 | 33,1 | 1,30 | 29,7 | 1,17 | 30,7 | 1,21 |
1.¼ — 11 | -20 | 41,1 | 1,62 | 41,8 | 1,64 | 38.6 | 1,52 | 39,4 | 1,55 |
1.½ — 11 | -24 | 47,0 | 1,85 | 47,7 | 1,88 | 44,5 | 1,75 | 45,5 | 1,79 |
2–11 | -32 | 58.6 | 2,31 | 59,5 | 2,34 | 56,4 | 2,22 | 57,4 | 2,26 |
2.½ — 11 | -40 | 74,1 | 2,92 | 75,1 | 2,95 | 71.9 | 2,83 | 72,6 | 2,86 |
3-11 | -48 | 86,6 | 3,41 | 87,9 | 3,46 | 84,6 | 3,33 | 85,4 | 3,36 |
Шаг = число ниток на дюйм (TPI).
3. Фланцевый фитинг Komatsu®
Фланцевый фитинг Komatsu® практически идентичен фланцевому фитингу SAE Code 61 и полностью взаимозаменяем с ним (5/8 не входит в стандарты SAE). Размеры уплотнительного кольца различаются для каждого размера. Вы должны использовать уплотнительное кольцо типа SAE при замене фланца типа Komatsu® на фланец типа SAE.
SAE Code 61 Фланцевое соединение
Размер панели | дюйм / размер порта | Размер болта | Фланец О.D. «F» +/- .010 | Внешний диаметр фланца «А» +/- .010 | Внешний диаметр фланца «В» +/- .010 | Код 61 Максимальное рабочее давление PSI | |||
мм | дюймов | мм | дюймов | мм | дюймов | ||||
-8 | 1/2 | 5/16 — 18 х 1.1/4 | 30,2 | 1,19 | 38,1 | 1,50 | 17,5 | 0,69 | 5 000 |
-10 | * 5 \ 8 | M8 — 1,25 x 30 | 34,0 | 1.34 | 42,9 | 1,69 | 19,8 | ,78 | 5 000 |
-12 | 3/4 | 3/8 — 16 х 1,1 / 4 | 38,1 | 1,50 | 47,6 | 1,88 | 22.4 | 0,88 | 5 000 |
-16 | 1 | 3/8 — 16 х 1,1 / 4 | 44,4 | 1,75 | 52,4 | 2,06 | 26,2 | 1,03 | 5 000 |
-20 | 1.1/4 | 7/16 — 14 х 1,1 / 2 | 50,8 | 2,00 | 58,7 | 2,31 | 30,2 | 1,19 | 4.000 |
-24 | 1,1 / 2 | 1/2 — 13 х 1,1 / 2 | 60.3 | 2,38 | 69,8 | 2,75 | 35,8 | 1,41 | 3.000 |
-32 | 2 | 1/2 — 13 х 1,1 / 2 | 71,4 | 2,81 | 77.8 | 3,06 | 42,9 | 1,69 | 3.000 |
-40 | 2,1 / 2 | 1/2 — 13 х 1,1 / 2 | 84,1 | 3,31 | 88,9 | 3,50 | 50.8 | 2,00 | 2,500 |
-48 | 3 | 5/8 — 11 х 3/4 | 101,6 | 4,00 | 106,4 | 4,19 | 62,0 | 2,44 | 2 000 |
* Размер, отличный от SAE.Распространено на оборудовании Komatsu®.
4. Конус Komatsu® 30˚ (метрическая резьба)
Соединение JIS с отбортовкой 30 ° Метрическое соединение, также известное как соединение Komatsu®, используется почти исключительно на оборудовании KOMATSU®.
Размер панели | Шаг резьбы | Наружный диаметр резьбы | Внутренняя резьба I.D. | ||
мм | мм | дюйма | мм | дюйма | |
-12 | 1.5 | 12 | . 472 | 10,5 | 4,13 |
-14 | 1,5 | 14 | .551 | 12,5 | .492 |
-16 | 1,5 | 16 | .630 | 14.5 | .571 |
-18 | 1,5 | 18 | .709 | 16,5 | .650 |
-20 | 1,5 | 20 | ,787 | 18,5 | .728 |
-22 | 1.5 | 22 | .866 | 20,5 | .807 |
-24 | 1,5 | 24 | .945 | 22,5 | .886 |
-30 | 1,5 | 30 | 1.181 | 28,5 | 1,122 |
-33 | 1,5 | 33 | 1,299 | 31,5 | 1,240 |
-36 | 1,5 | 36 | 1,417 | 34,5 | 1.358 |
-42 | 1,5 | 42 | 1,654 | 40,5 | 1,594 |
Метрические французские GAZ
Эти муфты также известны как метрические французские GAZ 24 ° из-за того, что они имеют посадочное место 24˚ и метрическую резьбу.
- Эти муфты очень похожи на муфты DIN, но имеют разные размеры резьбы.
- Обе резьбы имеют метрическую резьбу, но муфты Din полагаются на крупную резьбу большего размера, а французская резьба — на тонкую.
- Метрическая система Французский ГАЗ отражает дробное число метрический наружный диаметр. трубки, как показано в таблице.
Размер резьбы и шаг | Размер панели | Наружный диаметр резьбы | Внутренняя резьба I.D. | Размер трубки | ||
дюймов — СОВЕТ | мм | дюйма | мм | дюйма | дюйма | |
M20 x 1.5 | -20 | 20 | 0,78 | 18,5 | 0,72 | 13,25 |
M24 x 1,5 | -24 | 24 | 0,94 | 22,5 | 0,88 | 16,75 |
M30 x 1.5 | -30 | 30 | 1,18 | 28,5 | 1,12 | 21,25 |
M36 x 1,5 | -36 | 36 | 1,41 | 34,5 | 1,35 | 26,75 |
M45 x 1,5 | -45 | 45 | 1.77 | 43,5 | 1,71 | 33,50 |
MX52 x 1,5 | -52 | 52 | 2,04 | 50,5 | 1,98 | 42,25 |
Шаг = количество ниток на дюйм (TPI).
Метрическая французская миллиметровая
В то время как метрическая французская GAZ использует метрическую систему O с дробным числом.D. Трубка, метрическая система Французский миллиметр использует целочисленный метрический наружный диаметр. трубка. Обратите внимание, что две серии не могут подключаться друг к другу.
- Эти уплотнения на коническом седле 24 °, которое расположено внутри на охватываемом соединителе, с использованием прямой мелкой метрической резьбы.
- Наружная часть может соединяться с внутренним вертлюгом с прямой резьбой со сферическим носовым седлом, а также с трубкой без раструба, трубной гайкой и обжимной кольцом или врезным кольцом.
- Затягивание внутренней гайки сжимает оливу. Это заставляет его врезаться в трубку, что создает уплотнение между трубкой, оливкой и охватываемым конусом 24 °.
Размер резьбы и шаг | Размер панели | Наружный диаметр резьбы | Внутренняя резьба I.D. | Размер трубки | ||
дюймов — СОВЕТ | мм | дюйма | мм | дюйма | дюйма | |
M27 x 1.5 | -27 | 27,0 | 1,06 | 25,5 | 1,00 | 20 |
M30 x 1,5 | -30 | 30,0 | 1,18 | 28,5 | 1,12 | 22 |
M33 x 1.5 | -33 | 33,0 | 1,30 | 31,5 | 1,24 | 25 |
M36 x 1,5 | -36 | 36,0 | 1,41 | 34,5 | 1,35 | 28 |
M39 x 1,5 | -39 | 39.0 | 1,54 | 37,5 | 1,48 | 30 |
MX45 x 1,5 | -45 | 45 | 1,77 | 43,5 | 1,71 | 35 |
Резьба DIN
DIN означает Deutsche Industrie Normen, что означает Немецкий институт стандартизации.DIN разрабатывает стандарты практически для каждого производимого и разрабатываемого продукта, поэтому разные фитинги имеют разные стандарты DIN.
Стандарты DIN пересматриваются не реже одного раза в пять лет. Если стандарт больше не отражает текущее состояние технологий, он либо пересматривается, либо отменяется.
- Трубные обжимные фитинги типа DIN соответствуют требованиям стандартов ISO 8434-1, DIN 2353 и DIN EN 3850, что обеспечивает взаимозаменяемость.
- Эти метрические фитинги без раструба являются самыми популярными врезными фитингами в мире.Они включают в себя корпус, обойму или врезное кольцо и гайку. Соединения DIN используются в:
- Трубные фитинги
- Переменные клапаны
- Банджо и поворотные муфты
- Клапаны обратные и обратные
Фитинги DIN 2353 с различными конфигурациями и резьбовыми соединениями подходят для решения различных задач подключения и предлагаются в различных сериях по давлению:
- LL для Extra Light — для приложений низкого давления
- L for Light — для приложений среднего давления
- S для тяжелых условий эксплуатации — высокого давления
Наиболее широко используются легкие и тяжелые.Популярные фитинги DIN включают:
- Форма резьбы по DIN 3853, ISO 261
- Седло с конусом 24 ° по DIN 3861, ISO 8434-1 / DIN 2353
- Кольцевое уплотнение по DIN 3865
- Склеенное уплотнение и порт по DIN 3852-1
Размеры по DIN
Шаг включен в размер тире. Для шланговых муфт и большинства переходников шаг не входит в размер черточки.
ПРИМЕЧАНИЕ : При измерении шага используйте метрический калибр шага.
Наружный диаметр резьбы & Шаг | Внутренняя резьба I.D. | Легкая серия | Heavy Series | |||||||||||||||
Размер тире | Внешний диаметр трубки | D1 DIA | D2 DIA | Размер тире | Трубка О.Д. | D1 DIA | D2 DIA | |||||||||||
мм | мм | мм | мм | мм | мм | мм | мм | |||||||||||
M12 x 1,5 | 10,5 | -1215 | 6 | 7.5 | 6,3 | |||||||||||||
M14 x 1,5 | 12,5 | -1415 | 8 | 9,5 | 8,2 | -1415 | 6 | 6 | х 1,5 | 14,5 | -1615 | 10 | 11.5 | 10,2 | -1615 | 8 | 9,5 | 7,9 |
M18 x 1,5 | 16,5 | -1815 | 12 | 14,0 | 12,2 | -1815 | 10 | 10 M20 x 1.5 | 18,5 | 2015 | 12 | 14,0 | 12,0 | |||||
20,5 | -2215 | 15 | 17,0 | 15,2 | -2215 | |||||||||||||
M24 x 1,5 | 22,5 | -2415 | 16 | 18,0 | 15,8 | |||||||||||||
24,5 | -2615 | 18 | 20,0 | 18,2 | 28,0 | -3020 | 22 | 24,5 | 22,5 | -3020 | ||||||||
M36 x 2,0 | 34,0 | -3620 | 28 | 30,5 | 28.2 | -3620 | 25 | 27,5 | 24,5 | |||||||||
M42 x 2,0 | 40,0 | -4220 | 30 | 33,0 | 30,0 | |||||||||||||
43,0 | -4520 | 35 | 38.0 | 35,4 | ||||||||||||||
M52 x 2,0 | 50,0 | -5220 | 45496 0 45496 5220 | 38 | 41,0 | 36,8 | ||||||||||||
Статьи, которые могут вам понравиться:
Различные типы трубной резьбы и их сокращения
Множество типов трубной резьбы определяется их стандартами, которые устанавливают единые ожидания для многих типов резьбовых соединений, используемых для соединения труб и трубопроводной арматуры.Целью этих технических стандартов является обеспечение безопасных и однородных соединений между трубами и трубопроводной арматурой. В Соединенных Штатах эти стандарты называются стандартами «Американская национальная стандартная трубная резьба» или для краткости национальными стандартами трубной резьбы. Стандарты охватывают как коническую, так и прямую резьбу для различных фитингов, включая герметичное уплотнение, жесткость и т. Д. Различные типы стандартов обозначаются в отрасли как аббревиатурой, так и соответствующим полным названием.Двойственность ссылок на стандарты иногда может вызвать путаницу. Чтобы помочь прояснить некоторую путаницу, приведенная ниже информация предназначена в качестве справочного источника, который сопоставляет аббревиатуру с полным названием, которое она представляет, а также предоставляет некоторую другую уточняющую или определяющую информацию.
Что такое NPT?
Национальная трубная резьба (NPT) — это стандарт США для конической резьбы. В отличие от прямой резьбы, коническая резьба обеспечивает более плотное, воздухонепроницаемое и непроницаемое для жидкости уплотнение.
Что такое FPT?
Внутренняя трубная резьба (FPT) соответствует MIP (наружная стальная труба) и MNPT (наружная национальная трубная резьба). Резьба на трубах FPT является внутренней, чтобы соответствовать их наружной резьбе, имеющей наружную резьбу. Трубы с резьбой FPT представляют собой трубы NPT.
Что такое FIP?
Назначение FIP (внутренняя железная труба) — соединить вместе трубы NPT. Они делают это через свои внутренние потоки. В этом смысле они похожи на FPT.FIP — это тип трубы NPT. FIP иногда называют «женской международной трубкой».
Что такое MPT?
С наружной резьбой на обоих концах, наружная трубная резьба (MPT) — это тип соединения NPT с FPT. Трубы с резьбой MPT представляют собой тип трубы NPT.
Что такое MIP?
Стальная труба с наружной резьбой (MIP) — это труба или фитинг с внешней резьбой, соединяющий фитинги FIP или FPT. MIP также являются разновидностью трубы NPT.
Что такое НПТФ?
Тонкая трубная резьба
National Pipe Thread (NPTF) разработана для обеспечения герметичного уплотнения без необходимости использования ленты Teflon ™ или любого другого герметика.Иногда обозначается как «Национальная стандартная коническая трубная резьба Dryseal» или «Тонкая коническая трубная резьба национального стандарта».
Что такое ПТФ?
Тонкая трубная резьба (PTF) аналогична NPTF, за исключением того, что общая длина резьбы была укорочена на одну резьбу на малом конце. Эти фитинги, иногда называемые «PTF-SAE Short», в основном используются в пневматических и топливных системах низкого давления.
Что такое NPSM?
Среди наиболее распространенных резьб для механических соединений труб, National Pipe Straight Mechanical (NPSM) представляет собой прямую неконусную резьбу для механических соединений труб со свободной посадкой для приспособлений, и иногда ее называют «NPS».Хотя уплотнение, которое они обеспечивают, происходит за счет сжатия посадочного места на фаске, трубная резьба NPSM не всегда уплотняется так же эффективно, как резьба NPT, поэтому некоторые типы ленты Teflon ™ или другой герметизирующей ленты или компаунда часто используются с NPSM. Фитинг с внутренней резьбой имеет прямую резьбу и перевернутую посадку на 30 градусов. Фитинг с наружной резьбой имеет прямую резьбу и внутреннюю фаску 30 градусов.
Что такое NPSI?
Иногда их называют «Американская национальная трубная прямая промежуточная трубная резьба» или «Американская промежуточная внутренняя прямая трубная резьба с сухим уплотнением».Их внешняя резьба снижает вероятность утечек.
Что такое GHT?
Этот акроним охватывает все фитинги, относящиеся к резьбам для садовых шлангов. GHT является стандартом для садовых шлангов, а также для шланговых нагрудников, кранов и клапанов для пресной воды на жилых автофургонах, трейлерах и стационарных жилых домах.
Что такое NST?
Национальная стандартная резьба (NST) также известна как «резьба для пожарного рукава». Это форма резьбы, используемая на пожарных рукавах, а также на фитингах и соплах пожарных рукавов.
Что такое BSPT?
Британская стандартная коническая трубная резьба (BSPT) — это мировой стандарт винтовой резьбы, принятый повсюду, кроме США, где стандартом является NPT.
При работе с трубной резьбой имейте в виду, что правильное выравнивание на этапе крепления может быть обеспечено путем измерения резьбы с помощью калибра для измерения резьбы, а надлежащее уплотнение, особенно с неконусной резьбой, может быть достигнуто с помощью ленты или трубы для герметизации труб. раствор герметика для резьбы.
Полный обзор типов подключения (включая изображения)
Типы подключения могут быть огромными. Существует несколько различных типов подключений, и в некоторых случаях они могут быть очень похожи друг на друга. В этом блоге мы собираемся изучить различные типы подключения, с которыми вы можете столкнуться, и подчеркнем разницу между ними.
Итак, прежде чем вы выдернете волосы из-за разочарования и замешательства, погрузитесь в разговор с нами. Мы упростим вам задачу, сохранив вас и ваши волосы.
Типы соединений можно найти с несколькими комбинациями соединений, иногда затрудняя определение того, какой конец является каким. Мы включили изображения в качестве наглядного пособия, чтобы вы могли понять разницу между различными типами подключения.
Мы рассматриваем следующие типы подключения:
- Резьбовое
- Колючая / вставка
- Мини-бородка / Полиэтилен
- Комбинированные приспособления для ремонта шлангов и ниппелей
- Наконечник / Головка / Втулка
- Нажимная посадка
- Поворот и фиксатор
- Пластиковый Quick Connect
- Вспышка
- Сжатие
- Садовый шланг
- Припой / медь
- Обжим / холодное расширение
Резьбовое
Резьба — ключевой компонент большинства фитингов.Вы, вероятно, несколько раз сталкивались с потоками, но они, возможно, не назывались потоками. Национальная трубная резьба (NPT) относится к измерению конической резьбы на резьбовых трубах и фитингах.
Темы делятся на две категории: мужские и женские. Наружная резьба находится на внешней стороне трубы или фитинга, а внутренняя резьба — на внутренней. Чаще наружная и внутренняя резьбы называются MPT и FPT.
Теперь вы, возможно, видели другой термин, размер железной трубы (IPS), представленный как мужская железная труба (MIP) и внутренняя железная труба (FIP).Интересный факт, это означает то же самое, что и MPT и FPT. Как только вы узнаете, что они практически одинаковы, вам будет намного проще искать нужные соединения.
Колючая / вставка
Если резьба является ключевым компонентом фитинга, то и зазубрины тоже. Как видно на рисунках, легко отличить колючую от нитки. Не знаете термина колючий, может быть, вы слышали о Insert? Колючая и вставка одинаковы. Некоторые называют их зазубринами, а некоторые — вставками.Оба верны. Заусеницы вставляются в трубку и благодаря своей конструкции лучше остаются на месте.
Колючие соединения на фитингах не всегда выглядят одинаково на всех деталях, которые вы увидите. Зубцы могут быть большими, маленькими или более разнесенными, в зависимости от фитинга и того, для чего он предназначен.
Мини-стержень / Поли-стержень
Mini Barb, иногда называемый Poly-barb, соединяется с полиэтиленовой трубкой и имеет отличную вибростойкость.Они бывают меньшего размера, чем обычные зазубрины.
Комбинированные ниппели / приспособления для ремонта шлангов
Комбинированные ниппели используются для перехода от шланга к трубе или клапанам. Устройства для ремонта шлангов используются для соединения двух отрезков шланга вместе или ремонта поврежденного участка шланга. Комбинированные ниппели и приспособления для ремонта шлангов подходят для шлангов с прямым концом из термопласта и натурального каучука. Зубцы на этих фитингах специально разработаны для этих целей.
Наконечник / Головка / Втулка
Вставные / розеточные соединения можно найти в фитингах из ПВХ сортов 40 и 80.Скольжение считается «внутренним» соединением фитингов из ПВХ и также может называться ступицей. Slip / Socket позволяет вставить гладкий конец.
Патрубок вставляется в соединение с прорезью / розеткой, как правило, с использованием клея для закрепления соединения. Патрубок считается «охватываемым» соединением фитингов из ПВХ. Конец патрубка имеет такой же внешний диаметр, как и труба.
Как вы можете видеть на рисунке, переходник / гнездо — это верхнее соединение, а патрубок — это нижнее соединение.
Нажимная посадка
Фитинги и шаровые краны можно найти на фитингах и шаровых кранах. Они в основном используются для соединения с медной трубкой (CTS), CPVC или PEX. CTS — это труба намного меньшего размера, чем NPT, что означает, что труба NPT не может использоваться в соединениях Push-fit. Соединение выполняется простым проталкиванием трубки через опору для трубки в соединение. Для отсоединения трубки и фитинга можно использовать специальный инструмент для отсоединения, что позволяет использовать их повторно.
Поворот и замок
Соединения Twist и Lock представляют собой комбинацию технологии push-fit и сжатия.Они могут зафиксироваться на месте, повернув стопорную гайку по часовой стрелке, что позволяет им плотно прикрепить к трубке. Отсюда и произошло название Twist and Lock.
Пластиковый Quick Connect
Пластиковые фитинги быстрого соединения очень похожи на фитинги Push-fit. Похоже, но не то же самое. Трубка проталкивается в гнездо фитинга до тех пор, пока конец трубки не упирается в ограничитель трубки, после чего соединение становится плотным и надежным.
Вспышка
Раструбные соединения обычно встречаются, как вы уже догадались, на развальцовочных фитингах.Резьба на развальцованных фитингах не доходит до конца фитинга, как показано на рисунке. Раструб — это тип компрессионного фитинга, который чаще всего используется с металлическими трубками. Скорее всего, вы столкнетесь с коннекторами с внутренней или внешней резьбой, когда будете говорить о разъемах.
Сжатие
Компрессионные соединения обычно встречаются на компрессионных фитингах. Вы видите здесь закономерность? Как видно на картинке, они состоят из трех отдельных частей. Когда вы затягиваете гайку, на втулку, фиксирующую соединение, оказывается давление.Они используются в водопроводных системах для соединения труб, таких как медь или полиэтилен. Иногда сжатие может быть представлено как CP.
Садовый шланг
Резьба для садового шланга (GHT) бывает мужской (MGHT) и внутренней (FGHT). Важно отметить, что GHT отличается от NPT. Соединения садового шланга несовместимы с NPT, хотя оба имеют резьбу. Если требуется фитинг для водяного шланга, его следует искать. Вы можете видеть на картинке, что верхнее соединение — это MPT, а нижнее соединение — это MGHT.
Припой / медь (C)
В прошлом это было очень распространенное соединение, но сейчас оно не так популярно. Из-за рисков, связанных с процессом пайки. Медная труба вставляется в фитинг, и припой заполняет зазор между фитингом и трубой.
Обжим / холодное расширение
Обжимные соединения и соединения холодного расширения подходят для использования с трубками Pex. Труба обжимается на фитинг с помощью специального инструмента. Это делается путем добавления обжимного кольца на трубку.Кольцо взаимодействует с ребрами фитинга, обеспечивая надежное соединение.
Подобно обжимному соединению, при холодном расширении используется специальное «кольцо» для затяжки соединения, только оно обычно называется гильзой. Соединение выполняется путем размещения муфты на трубке pex, растягивания муфты и затем вставки фитинга. Если дать муфте и трубке время вернуться к исходному размеру, это обеспечит очень надежное соединение.
Как определить типы резьбы фитинга?
При выборе правильных фитингов для вашего пневматического оборудования доступно несколько типов резьбы.Выбор правильного типа резьбы обеспечит оптимальную совместимость с вашим оборудованием и позволит избежать неисправностей. Вы обнаружите, что просматриваете бесконечное количество вариантов подгонки, так как же выбрать правильный?
Измерение шага и размера резьбы. Изображение предоставлено Swagelok
Это руководство поможет вам определить правильный тип резьбы за четыре простых шага. Для завершения этого процесса вам потребуются штангенциркуль, измеритель шага и таблицы размеров.
Резьба подразделяется на четыре основных типа: NPT, G / BSP, PT, метрическая или UN / UNF.Большинство гидравлических и пневматических компонентов Северной Америки совместимы с резьбой National Pipe Thread (NPT) или Unified Threads (UN / UNF).
Определение типа резьбы
Шаг 1 — Наружная резьба и внутренняя резьба — Первый шаг — определить вашу резьбу как наружную или внутреннюю. У наружной резьбы есть резьба снаружи, а у внутренней резьбы — внутри. Пол не влияет на функциональность потока. Он просто служит классификацией между обоими соединениями.
Шаг 2 — Коническая и параллельная резьба — Коническую и параллельную резьбу легко отличить по профилю.Коническая резьба выглядит более узкой, поскольку выходит наружу, в то время как параллельная резьба остается того же диаметра прямо вниз. Если вы не можете определить различия на основе их профилей, здесь вам пригодится штангенциркуль.
Используйте штангенциркуль для измерения внутреннего и внешнего диаметров резьбы.
Шаг 3 — Измерьте размер шага — Используйте измеритель шага, чтобы измерить размер шага. Размер шага резьбы — это расстояние между резьбами. Они измеряются количеством витков резьбы на дюйм или расстоянием между резьбами на метрических типах резьбы.
Шаг 4 — Измерение диаметра резьбы — Используйте штангенциркуль для измерения внешнего диаметра наружной резьбы и внутреннего диаметра внутренней резьбы. Вы можете увидеть небольшие расхождения между вашими измерениями и таблицей размеров. Это связано с разными производителями ниток.
Шаг 5 — Определение стандарта типа резьбы — Последний шаг в определении вашего типа резьбы — это определение вашего стандарта типа резьбы. Сравните свои измерения с таблицами размеров ниже.
Альтернативное решение: герметизирующая лента
Если вы не можете определить тип резьбы, ниже приведены быстрые обходные пути, которые помогут вам сэкономить время.
- Если ваше оборудование было произведено в Китае, вам, скорее всего, понадобится резьба PT. Оборудование из Северной Америки обычно имеет резьбу NPT.
- Пневматические компоненты Airtac используют резьбу NPT, PT или G
- Лента для уплотнения резьбы PFTE может использоваться в качестве альтернативы
Клейкое соединение, такое как герметизирующая лента из PFTE, может использоваться в качестве последнего средства для соединения различных типов резьбы. Герметизирующую ленту лучше всего использовать на конической резьбе, ее следует наклеить на чистую резьбу и прикрутить как обычно.
Trimantec
www.trimantec.com
Что такое трубная резьба — унифицированные сплавы
Трубная резьба — удивительно сложная тема, но при этом важная.
Во многих случаях резьба на трубе или компоненте трубопроводной системы является важной частью безопасной работы и эффективного уплотнения.
Что еще хуже, выбор неправильного типа или размера трубной резьбы может привести к непоправимому повреждению используемых компонентов, требуя дополнительного времени и денег для исправления ситуации.
В этом руководстве рассматриваются научные основы трубной резьбы, а также различные стандарты и типы трубной резьбы, распространенные во всем мире.
Мы также предоставим советы и рекомендации по определению правильного типа трубной резьбы и передовые методы безопасного использования труб с резьбой в ваших операциях.
Как работает трубная резьба
Резьба может принимать различные формы и размеры, обеспечивая герметичное уплотнение практически для любого материала трубопроводов, включая воздух, газ, жидкости, гидравлические жидкости, шламы и т. Д.
Когда-то зарезервированные для латуни и стали, сегодня вы можете найти трубы с резьбой из самых разных материалов, включая бронзу, чугун, нейлон, ПТФЭ и ПВХ.
В сочетании с зеркальной версией самих себя эти резьбы используют механическое усилие для создания надежного уплотнения или соединения между обеими трубами и компонентами трубопроводов.
В зависимости от типа используемой резьбы соединение может потребовать дополнительной обработки, такой как ленты, покрытия или герметики, для смазки или усиления уплотнения.
Например:
Стандарты трубной резьбы
Стандарты трубной резьбы определяют шаг резьбы, угол резьбы и размеры резьбы, что позволяет повысить согласованность между производителями и производственными линиями.
Общие стандарты включают:
- Трубная резьба национального стандарта или трубная резьба национального стандарта США (NPT)
- Труба британского стандарта (BSP)
- Коническая трубная резьба по японскому промышленному стандарту (JIS) (PT)
- SAE (SAE International) Прямая резьба
- Метрическая коническая / Параллельная резьба (M)
Как вы, вероятно, можете догадаться, ваше географическое положение (или место изготовления рассматриваемой трубы или компонента) часто влияет на используемый стандарт.
Чтобы еще больше усложнить ситуацию, хотя различные стандарты часто несовместимы, каждый из этих стандартов также может иметь разные типы резьбы, которые несовместимы даже в рамках одного и того же стандарта резьбы.
Хотя в некоторых случаях может показаться, что они сплетаются вместе, в большинстве случаев надлежащего уплотнения не добиться.
Вы можете даже непоправимо повредить трубу, резьбу или соединяемые компоненты. Очень важно точно понимать, с каким типом и размером резьбы вы имеете дело.
В этом руководстве мы рассмотрим национальный стандарт трубной резьбы — наиболее широко используемый стандарт в США и Канаде в соответствии с ASME B1.20.1.
Дополнительные типы резьбы в стандарте NPT включают:
- NPT: National Pipe Tapered
- NPS: National Pipe Straight
- NPSC: National Pipe Straight-Straight
- NPSF: National Pipe Straight-Fuel
- NPSH: National Pipe Straight-Hose
- NPSI: National Pipe Straight-Intermediate
- NPSL: прямая контргайка National Pipe
- NPSM: прямая трубная гайка National Pipe
- NPTF: National Pipe Taper-Fuel
- NPTR: National Pipe Taper-Railing
- PTF-SAE КОРОТКОЕ: конус трубы, топливо, SAE, короткий
Определение типа трубной резьбы
Если вы хотите обеспечить эффективную посадку и уплотнение, очень важно знать точный тип резьбы, с которой вы работаете.
Во многих случаях фитинги, концы труб, порты или другие концевые точки будут иметь штамп с описанием стандартов и размеров.
Однако, если вы не видите никакой информации, вы можете использовать несколько стандартных инструментов, чтобы собрать дополнительную информацию и ограничить параметры цепочки несколькими вариантами.
- Штангенциркуль: Штангенциркули обычно доступны по цене и обеспечивают большую точность и простоту использования. Однако стальная прямая линейка также может работать.
- Измерители шага: Уложив их в резьбу, вы легко найдете точный размер резьбы на дюйм вашей трубы, фитинга или других компонентов.
С помощью этих инструментов и некоторых основных наблюдений вы можете собрать информацию о рассматриваемом компоненте и определить тип резьбы.
Что следует учитывать, включает:
Резьба наружная или внутренняя?
Наружная резьба находится снаружи детали, а внутренняя резьба — на внутренней.
Обозначение мало повлияет на производительность, но является важной частью обеспечения возможности и безопасности соединений.
Есть ли у вас правильный график труб?
В соответствии с таблицами ANSI ASME B36.19 толщины стенок 5S и 10S не позволяют нарезать резьбу в соответствии со стандартом ASME B1.20.1.
Коническая или параллельная резьба?
Коническая резьба слегка уменьшается в диаметре по мере выхода из конца трубы или компонента.
Коническая форма позволяет трубе обеспечивать эффективное уплотнение за счет заклинивания и сжатия металла по металлу.
Стандарты
NPT обычно требуют уменьшения диаметра на 3/4 дюйма на расстоянии 1 фута.
Если вы не можете обнаружить конус при визуальном осмотре, использование штангенциркуля для измерения первой, средней и конечной резьбы должно выявить конусность.
Параллельная резьба (также известная как прямая резьба) все равны и обычно требуют использования уплотнительного кольца, прокладки, шайбы, резьбовой ленты или другой обработки для создания эффективного уплотнения.
Каков размер шага резьбы?
Способ определения этого измерения может незначительно отличаться в зависимости от используемого стандарта.
Для большинства типов резьбы размер шага — это количество витков резьбы в дюйме трубы или компонента с резьбой.
Однако по метрическим стандартам размер шага описывает расстояние между резьбами.
Обе детали легко найти с помощью измерителей шага или путем визуального наблюдения и измерения штангенциркулем.
Диаметр резьбы
Наконец, вам нужно использовать штангенциркуль, чтобы получить внешний диаметр на наружной резьбе и внутренний диаметр на внутренней резьбе.
Диаметр трубы является отличной отправной точкой для определения номинального диаметра трубы для вашей резьбы.
Вы можете обнаружить, что ваши измерения не соответствуют стандартам большинства номинальных размеров.
Эти незначительные неточности типичны для номинальных размеров.
Однако в большинстве случаев вы найдете очевидный ответ, который коррелирует с вашими выводами.
Собираем все вместе
После сбора собранной информации вы можете сравнить полученные результаты с таблицами размеров для каждого стандарта.
В большинстве случаев хорошей отправной точкой является наиболее распространенный стандарт в регионе, в котором производится труба или компонент.
Однако, если вы не найдете соответствия, проверьте стандарты, ожидаемые в регионах, в которых труба или компонент были разработаны для использования.
Ниже приведен пример типичной диаграммы основных размеров NPT.
Однако большинство стандартов предлагают таблицы, которые можно легко найти с помощью быстрого поиска в предпочитаемой поисковой системе.
Таблица трубной резьбы
ASME B1.20.1 (NPT / API)
ОСНОВНЫЕ РАЗМЕРЫ КОНУСНОЙ РЕЗЬБЫ АМЕРИКАНСКОГО НАЦИОНАЛЬНОГО СТАНДАРТА, NPT (ASME B1.20.1)
| NPS | Количество ниток на дюйм | Шаг резьбы | Глубина резьбы | Усечение, макс. | Диаметр шага в плоскости ручное сцепление | Длина от конца трубы до плоскости затяжки вручную помолвка | Длина полезной резьбы | Длина отводной (смываемой) нити | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| п | H | л | E | L1 | L2 | L2 | |||||||||
| в | мм | в | мм | в | мм | в | мм | в | Темы | в | Потоки | в | Темы | ||
| 1/8 дюйма | 27 | 0.03704 | 0,941 | 0,02963 | 0,753 | 0,00360 | 0,091 | 0,37360 | 9,489 | 0,162 | 4,36 | 0,2639 | 7,12 | 0,1285 | 3,47 |
| 1/4 дюйма | 18 | 0,05556 | 1,411 | 0,04444 | 1,129 | 0,00490 | 0,124 | 0,49163 | 12,487 | 0.228 | 4,10 | 0,4018 | 7,23 | 0,1928 | 3,47 |
| 3/8 дюйма | 18 | 0,05556 | 1,411 | 0,04444 | 1,129 | 0,00490 | 0,124 | 0,62701 | 15,926 | 0,240 | 4,32 | 0,4078 | 7,34 | 0,1928 | 3,47 |
| 1/2 ” | 14 | 0.07143 | 1,814 | 0,05714 | 1.451 | 0,00560 | 0,142 | 0,77843 | 19,772 | 0,320 | 4,48 | 0,5337 | 7,47 | 0,2478 | 3,47 |
| 3/4 дюйма | 14 | 0,07143 | 1,814 | 0,05714 | 1.451 | 0,00560 | 0,142 | 0,98887 | 25,117 | 0.339 | 4,75 | 0,5457 | 7,64 | 0,2478 | 3,47 |
| 1 дюйм | 11,5 | 0,08696 | 2.209 | 0,06957 | 1,767 | 0,00630 | 0,160 | 1,23863 | 31,461 | 0,400 | 4,60 | 0,6828 | 7,85 | 0,3017 | 3,47 |
| 1-1 / 4 ” | 11,5 | 0.08696 | 2.209 | 0,06957 | 1,767 | 0,00630 | 0,160 | 1,58338 | 40,218 | 0,420 | 4,83 | 0,7068 | 8,13 | 0,3017 | 3,47 |
| 1-1 / 2 ” | 11,5 | 0,08696 | 2.209 | 0,06957 | 1,767 | 0,00630 | 0,160 | 1,82234 | 46,287 | 0.402 | 4,83 | 0,7235 | 8,32 | 0,3017 | 3,47 |
| 2 дюйма | 11,5 | 0,08696 | 2.209 | 0,06957 | 1,767 | 0,00630 | 0,160 | 2,29627 | 58,325 | 0,436 | 5,01 | 0,7565 | 8,70 | 0,3017 | 3,47 |
| 2-1 / 2 ” | 8 | 0.12500 | 3,175 | 0,10000 | 2,540 | 0,00780 | 0,198 | 2,76215 | 70,159 | 0,682 | 5,46 | 1,1375 | 9,10 | 0,4337 | 3,47 |
| 3 дюйма | 8 | 0,12500 | 3,175 | 0,10000 | 2,540 | 0,00780 | 0,198 | 3,38850 | 86.068 | 0.766 | 6,13 | 1,2000 | 9,60 | 0,4337 | 3,47 |
| 3-1 / 2 ” | 8 | 0,12500 | 3,175 | 0,10000 | 2,540 | 0,00780 | 0,198 | 3.88881 | 98,776 | 0,821 | 6,57 | 1,2500 | 10,00 | 0,4337 | 3,47 |
| 4 дюйма | 8 | 0.12500 | 3,175 | 0,10000 | 2,540 | 0,00780 | 0,198 | 4,38712 | 111,433 | 0,844 | 6,75 | 1,3000 | 10,40 | 0,4337 | 3,47 |
| 5 дюймов | 8 | 0,12500 | 3,175 | 0,10000 | 2,540 | 0,00780 | 0,198 | 5,44929 | 138,412 | 0.937 | 7,50 | 1.4063 | 11,25 | 0,4337 | 3,47 |
| 6 дюймов | 8 | 0,12500 | 3,175 | 0,10000 | 2,540 | 0,00780 | 0,198 | 6.50597 | 165,252 | 0,958 | 7,66 | 1,5125 | 12,10 | 0,4337 | 3,47 |
| 8 дюймов | 8 | 0.12500 | 3,175 | 0,10000 | 2,540 | 0,00780 | 0,198 | 8,50003 | 215.901 | 1,630 | 8,50 | 1,7125 | 13,70 | 0,4337 | 3,47 |
| 10 дюймов | 8 | 0,12500 | 3,175 | 0,10000 | 2,540 | 0,00780 | 0,198 | 10,62094 | 296,772 | 1.210 | 9,58 | 1,9250 | 15,40 | 0,4337 | 3,47 |
| 12 дюймов | 8 | 0,12500 | 3,175 | 0,10000 | 2,540 | 0,00780 | 0,198 | 12,61781 | 320,493 | 1,360 | 10,88 | 2,1250 | 17,00 | 0,4337 | 3,47 |
| 14 дюймов | 8 | 0.12500 | 3,175 | 0,10000 | 2,540 | 0,00780 | 0,198 | 13,87262 | 352,365 | 1,562 | 12,50 | 2.2500 | 18,00 | 0,4337 | 3,47 |
| 16 дюймов | 8 | 0,12500 | 3,175 | 0,10000 | 2,540 | 0,00780 | 0,198 | 15.87575 | 403,244 | 1.812 | 14,50 | 2.4500 | 19,60 | 0,4337 | 3,47 |
| 18 дюймов | 8 | 0,12500 | 3,175 | 0,10000 | 2,540 | 0,00780 | 0,198 | 17,87500 | 454.025 | 2.000 | 16,00 | 2.6500 | 21,20 | 0,4337 | 3,47 |
| 20 дюймов | 8 | 0.12500 | 3,175 | 0,10000 | 2,540 | 0,00780 | 0,198 | 19.87031 | 504,706 | 2,125 | 17,00 | 2,8500 | 22,80 | 0,4337 | 3,47 |
| 24 дюйма | 8 | 0,12500 | 3,175 | 0,10000 | 2,540 | 0,00780 | 0,198 | 23,68094 | 606.066 | 2.375 | 19,00 | 3,2500 | 26,00 | 0,4337 | 3,47 |
Итак, что вы можете сделать, если потоки не совсем совпадают или вам нужно соединить несколько каналов или компонентов?
Адаптация трубной резьбы через фитинги
Фитинги с резьбой, вероятно, ваш ответ.
Как и труба с резьбой, резьбовые фитинги доступны из различных материалов в зависимости от ваших потребностей и бюджета.
Часто используемые резьбовые фитинги для труб включают:
.