Гост 22526 77: 500 Internal Server Error
Содержание
ГОСТ 25683-83 — Соединения трубопроводов резьбовые поворотные с полым болтом. Конструкция
ГОСТ 25683-83
Группа Г18
ОКП 41 9300
Дата введения 1984-01-01
1. РАЗРАБОТАН И ВНЕСЕН Государственным комитетом СССР по стандартам
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 25.03.83 N 1368
3. ВВЕДЕН ВПЕРВЫЕ
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 15763-91 | 4 |
ГОСТ 22526-77 | 3 |
ГОСТ 23358-87 | 3 |
ГОСТ 25681-83 | 2, 3 |
ГОСТ 25682-83 | 2, 3 |
5. Ограничение срока действия снято по протоколу N 7-95 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-95)
Ограничение срока действия снято по протоколу N 7-95 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-95)
6. ИЗДАНИЕ (июль 2002 г.) с Изменением N 1, утвержденным в мае 1988 г. (ИУС 9-88)
1. Настоящий стандарт распространяется на резьбовые поворотные соединения трубопроводов с полым болтом.
(Измененная редакция, Изм. N 1).
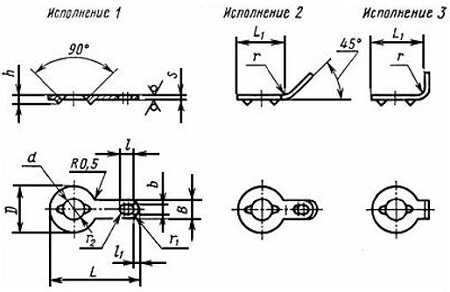
2. Соединения должны изготовлять исполнений:
1 — со штуцером исполнения 1 по ГОСТ 25681 и болтом исполнения 1 по ГОСТ 25682;
2 — со штуцером исполнения 1 по ГОСТ 25681 и болтом исполнения 2 по ГОСТ 25682;
3 — со штуцером исполнения 2 по ГОСТ 25681 и болтом исполнения 1 по ГОСТ 25682;
4 — со штуцером исполнения 2 по ГОСТ 25681 и болтом исполнения 2 по ГОСТ 25682.
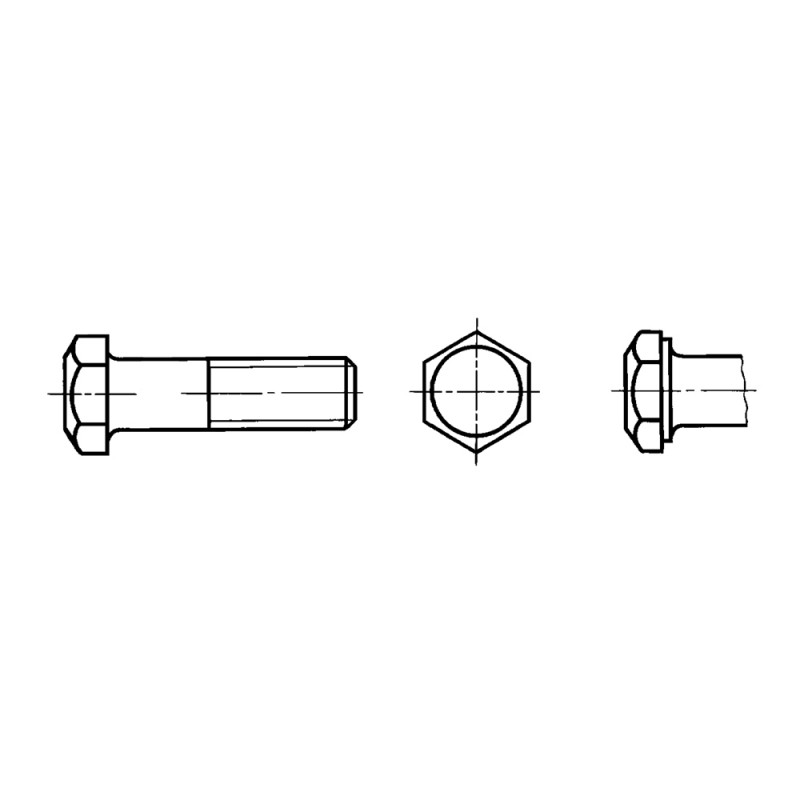
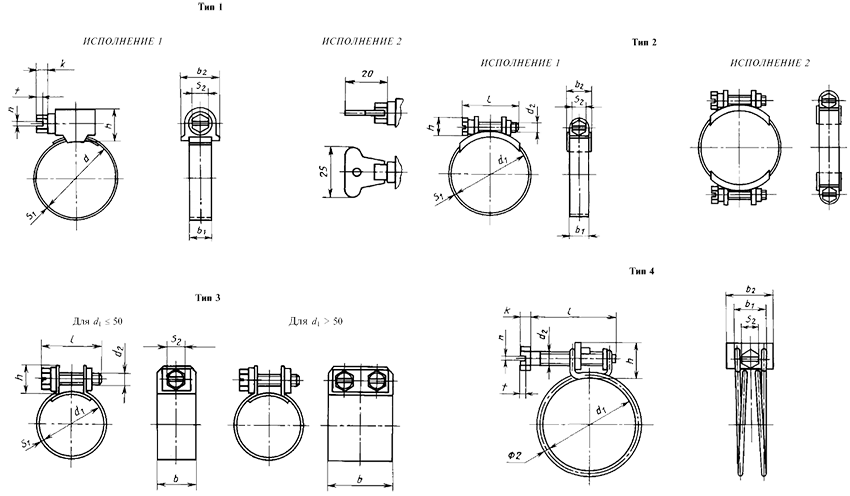
3. Конструкция и основные размеры соединений должны соответствовать указанным на чертеже и в таблице.
Черт. Конструкция и основные размеры соединений
Исполнения 1 и 2 | Исполнения 3 и 4 |
_______________
* Размеры для справок.
1 — штуцер исполнения 1 по ГОСТ 25681; 2 — болт исполнения 1 и 2 по ГОСТ 25682; 3 — металлическая прокладка исполнения 1 по ГОСТ 23358; 4 — штуцер исполнения 2 по ГОСТ 25681
Примечание. Размеры, не указанные для исполнений 3 и 4, — те же, что для исполнений 1 и 2. Размеры гнезд для ввертывания болта — по ГОСТ 22526.
Размеры, мм
Груп- | Условное давление, МПа (кгс/см) | Наружный диаметр трубы | Условный проход | для исполнений | Размер «под ключ» | Масса 1000 шт., кг, не более, для исполнений | ||||||||
1, 2 | 3, 4 | 1 | 2 | 3 | 4 | |||||||||
1 | 10(100) | 3 | 2,0 | М8х1 | 7,0 | 19,0 | 24 | 5,0 | 14 | 12 | 16,20 | — | 16,75 | — |
4 | 2,5 | 16,54 | — | 17,02 | — | |||||||||
5 | 3,0 | 16,23 | — | 16,94 | — | |||||||||
2 | 16(160) | 6 | 4,0 | М10х1 | 8,5 | 22,5 | 28 | 6,0 | 17 | 14 | 28,21 | 30,32 | 29,62 | 31,73 |
8 | 6,0 | М12х1,5 | 10,0 | 26,0 | 32 | 7,0 | 19 | 17 | 45,24 | 47,89 | 46,47 | 49,12 | ||
10 | 8,0 | М14х1,5 | 12,0 | 30,0 | 36 | 8,5 | 22 | 19 | 67,45 | 72,85 | 69,26 | 74,66 | ||
12 | 10,0 | М16х1,5 | 14,0 | 34,0 | 40 | 9,5 | 24 | 22 | 94,38 | 102,95 | 95,91 | 104,48 | ||
15 | 12,0 | М18х1,5 | 16,0 | 39,0 | 46 | 11,5 | 29 | 24 | 111,82 | 122,81 | 124,46 | 135,45 | ||
(16) | 12,0 | М22х1,5 | 16,0 | 42,0 | 52 | 11,5 | 29 | 27 | 159,36 | 182,28 | 172,47 | 195,39 | ||
18 | 15,0 | 19,5 | 45,5 | 14,0 | 34 | 183,69 | 203,09 | 176,08 | 195,48 | |||||
22 | 20,0 | М27х2 | 23,0 | 52,0 | 58 | 17,0 | 40 | 32 | 274,39 | 311,61 | 275,79 | 313,01 | ||
28 | 25,0 | М33х2 | 27,5 | 61,5 | 68 | 20,0 | 46 | 41 | 482,74 | 541,06 | 460,94 | 519,26 | ||
35 | 32,0 | М42х2 | 34,0 | 74,0 | 80 | 24,0 | 55 | 50 | 789,17 | — | 781,87 | — | ||
(34) | 32,0 | М42х2 | 34,0 | 74,0 | 80 | 24,0 | 55 | 50 | 772,00 | — | 771,51 | — | ||
42 | 40,0 | М48х2 | 40,0 | 86,0 | 92 | 28,0 | 64 | 55 | 1053,37 | — | 1087,37 | — | ||
Примечания: 1. 2. Значения, приведенные в скобках, непредпочтительны. | ||||||||||||||
 Масса указана для соединений с медными прокладками.
Масса указана для соединений с медными прокладками.Пример условного обозначения соединения группы 2, исполнения 1, мм:
Соединение 2-1-6 ГОСТ 25683-83
(Измененная редакция, Изм. N 1).
4. Технические требования, правила приемки, методы испытаний, маркировка, упаковка, транспортирование и хранение — по ГОСТ 15763*.
________________
* На территории Российской Федерации документ не действует. Действует ГОСТ 15763-2005. — Примечание изготовителя базы данных.
| Номинальный диаметр (DN), мм | 10 | 15 | 20 | ||||
|---|---|---|---|---|---|---|---|
| Эффективный диаметр, мм | 10 | 15 | 20 | ||||
| Номинальное давление (PN), кгс/см² | 250 | ||||||
| Перепад давлений (ΔP) в прямом направлении, кгс/см² | от 0 до 250 | ||||||
| Перепад давлений (ΔP) в обратном направлении, кгс/см² | не применяется 1) | ||||||
| Пробное давление, кгс/см² | 320 | ||||||
| Герметичность затвора по ГОСТ Р 54808 | класс «А» | ||||||
| Материал корпуса | сталь 14Х17Н2 | ||||||
| Время открытия / закрытия затвора, с, не более | 1 / 1 | ||||||
| Напряжение питания |
| ||||||
| Потребляемая мощность (PФ / PУД), Вт | |||||||
| Продолжительность включения, % | 100 | ||||||
| Частота включения, цикл / мин, не более | 6 | ||||||
| Температура рабочей среды, °C | от минус 50 до плюс 80 (кратковременно до 100) | ||||||
| Температура окружающей среды, °C | от минус 50 (от минус 60 — по заказу) до плюс 60 | ||||||
| Маркировка взрывозащиты | 1Ex d IIC T4 Gb X, Ex ГОСТ 32407-2013 (ISO/DIS 80079-36) IIC T6 Gb X | ||||||
| Положение на трубопроводе | приводом вверх ±90° | ||||||
| Тип присоединения | муфта G1/2 2) | муфта G3/4 2) | муфта G1 2) | ||||
| Габаритные размеры, мм: | A, не более | 217 | 217 | 217 | |||
| B, не более | 154 | 154 | 154 | ||||
| C | 72 | 72 | 72 | ||||
| Масса, кг, не более | 10 | ||||||
| Полный срок службы, лет | 40 | ||||||
Примечания. 1) При подаче давления в обратном направлении клапан откроется. 2) В соответствии с ГОСТ 22526-77 (другое – по заказу) | |||||||
Клапан предохранительный 15/250/250/00/1/00
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
Диаметр номинальный DNвх/DNвых | 15/20 | |
Давление номинальное РN, МПа | 25,0 | |
Диаметр седла, мм | 5 | |
Диапазон давления настройки, МПа | 8,0…25,0 | |
Давление настройки | Рн | |
Давление полного открытия (не более) | Рпо=1,1Рн | |
Давление закрытия (не менее) | Рз = 0,8Рн | |
Присоединение к трубопроводу муфтовое по ГОСТ 22526-77 | Входной патрубок | G1/2-В ГОСТ 6357-81 |
| Выходной патрубок | G3/4-В ГОСТ 6357-81 |
Герметичность по ГОСТ 9544-2015 | Класс А |
Климатическое исполнение | УХЛ1 |
Диапазон температур окружающей среды, ºС | -60. |
Диапазон температур рабочей среды, ºС | -40…+60 |
Масса, кг, не более | 3,9 |
Коэффициент расхода, α1, не менее | 0,8 |
Марка материала корпусных деталей | Сталь 14Х17Н2 ГОСТ 5632-2014 |
 ..+40
..+40РАБОЧАЯ СРЕДА:
СТАНДАРТНОЕ ИСПОЛНЕНИЕ КЛАПАНА |
▪ воздух, природный газ, попутный нефтяной газ, азот, углекислый газ, инертные газы, газообразные углеводороды (пропан, бутан, метан и их смеси). |
Предыдущее
Следующее
Предыдущее
Следующее
ГИЛЬЗЫ ГЦР.103,113,123,133 (СВАРНОЕ ИСПОЛНЕНИЕ) – ООО «ПУЛЬСАР-КАРЕЛИЯ»
ГЦР.
 103 (СВАРНОЕ ИСПОЛНЕНИЕ)
103 (СВАРНОЕ ИСПОЛНЕНИЕ)
Технические характеристики
Исполнение | Диаметр, D, мм | Монтажная резьба, М (наружная) | Присоеди-нительная резьба ТП, М1 | Монтажная длина, L, мм | Дополнительные габаритные размеры | Условное давление, Ру, Мпа | ||
min | max | S | Lр, мм | max | ||||
ГЦР.101 | 16 | К1/2” | М20х1,5 | 60 | 500 | 22 | 20 | 25 |
K3/4” | 30 | 22 | ||||||
K1” | 36 | 25 | ||||||
20 | K3/4” | 80 | 30 | 22 | ||||
K1” | 36 | 27 | ||||||
ГЦР. | 14 | М20х1,5 | 60 | 32 | 15 | 16 | ||
16 | 80 | 25 | ||||||
G1./2” | ||||||||
М27х2 | 36 | 20 | ||||||
G3/4” | ||||||||
ГЦР.121 | 16 | М20х1,5 | 32 | 15 | ||||
G1/2” | ||||||||
М27х2 | 36 | 20 | ||||||
G3/4” | ||||||||
20 | М27х2 | |||||||
G3/4” | ||||||||
М33х2 | 41 | 32 | ||||||
G1” | ||||||||
ГЦР. | 16 | М20х1,5 | 32 | 15 | ||||
G1/2” | ||||||||
М27х2 | 36 | 20 | ||||||
G3/4” | ||||||||
20 | М27х2 | |||||||
G3/4” | ||||||||
М33х2 | 41 | 32 | ||||||
G1” | ||||||||
 111
111 131
131ГЦР.113 (С УПЛОТНЯЮЩЕЙ ПОВЕРХНОСТЬЮ)
Технические характеристики
Исполнение | Диаметр, D, мм | Монтажная резьба, М (наружная) | Присоединительная резьба ТП, М1 | Монтажная длина, Lм, мм | дополнительные размеры | Условное давление, Ру, МПа | ||
min | max | S | Lр, мм | max | ||||
ГЦР. | 14 | М20х1,5 | М20х1,5 | 60 | 1000 | 27 | 15 | 16 |
16 | 80 | 2000 | 25 | |||||
G1/2″ | ||||||||
K1/2” | 24 | 20 | ||||||
G3/4” | 32 | 22 | ||||||
М27х2 | ||||||||
20 | 16 | |||||||
G3/4” | ||||||||
K3/4” | 30 | |||||||
М33х2 | 41 | 32 | ||||||
G1” | ||||||||
K1” | 30 | |||||||
 113
113Длину монтажной части выбирать из ряда: 60; 80; 100; 120; 160; 200; 250; 320; 400; 500; 630; 800; 1000; 1250; 1600; 2000 мм.
ГЦР.123 (С УПЛОТНЯЮЩЕЙ ШАЙБОЙ)
Технические характеристики
Исполнение | Диаметр, D, мм | Монтажная резьба, М (наружная) | Присоединительная резьба ТП, М1 | Монтажная длина, Lм, мм | дополнительные размеры | Условное давление, Ру, МПа | |||
min | max | S | Lp, мм | D1, мм | max | ||||
ГЦР.123 | 16 | М27х2 | М20х1,5 | 80 | 2000 | 32 | 22 | 38 | 25 |
G3/4” | |||||||||
20 | М27х2 | ||||||||
G3/4” | |||||||||
М33х2 | 41 | 32 | 48 | ||||||
G1” | |||||||||
Длину монтажной части выбирать из ряда: 80; 100; 120; 160; 200; 250; 320; 400; 500; 630; 800; 1000; 1250; 1600; 2000 мм.
ГЦР.133 (ВВЕРТНЫЙ КОНЕЦ ПО ГОСТ 22526-77)
Технические характеристики
Исполнение | Диаметр, D, мм | Монтажная резьба, М (наружная) | Присоединительная резьба ТП, М1 | Монтажная длина, Lм, мм | дополнительные размеры | Условное давление, Ру, МПа | ||
min | max | S | Lр, мм | max | ||||
ГЦР.133 | 14 | М20х1,5 | М20х1,5 | 60 | 2000 | 32 | 22 | 25 |
16 | ||||||||
Длину монтажной части выбирать из ряда: 60; 80; 100; 120; 160; 200; 250; 320; 400; 500; 630; 800; 1000; 1250; 1600; 2000 мм.
УСЛОВНОЕ ОБОЗНАЧЕНИЕ ГИЛЬЗЫ
Обозначение и пример записи при заказе:
Гильза ГЦР.123-М33х2-20-250-25 – гильза цилиндрическая резьбовая, конструктивное исполнение 123, с монтажной резьбой М33х2, диаметр 20 мм, монтажная длина 250 мм, рассчитана на условное давление 25 МПа.
Пробки — Электронагрев
Пробки (заглушки) устанавливаются для проведения испытаний трубопроводов, профилактических работ, демонтажа или замены КИП и т.п.
Применение пробок в технологических выходах (бобышках) труб более выгодно, чем применение сварочного способа заглушки, поскольку остается возможность повторного использования трубопроводных выходов в случае необходимости.
Пробки (заглушки) устанавливаются для проведения испытаний трубопроводов, профилактических работ, демонтажа или замены КИП и т.п.
Применение пробок в технологических выходах (бобышках) труб более выгодно, чем применение сварочного способа заглушки, поскольку остается возможность повторного использования трубопроводных выходов в случае необходимости.
Уплотнительные поверхности для исполнений П-01…П-04 — по ГОСТ 22526-77.
Материал:
- нержавеющая сталь 08Х18Н10 (базовое исполнение)
- Сталь 35
- По требованию заказчика
Характеристики
Фото
Доставка
Мы предлагаем несколько возможностей доставки продукции Электронагрев:
Самовывоз
Забрать груз самостоятельно со склада
Курьерская доставка
по Вашему адресу
Доставка транспортными компаниями
Пробки (заглушки) устанавливаются для проведения испытаний трубопроводов, профилактических работ, демонтажа или замены КИП и т.п.
Применение пробок в технологических выходах (бобышках) труб более выгодно, чем применение сварочного способа заглушки, поскольку остается возможность повторного использования трубопроводных выходов в случае необходимости.
Уплотнительные поверхности для исполнений П-01. ..П-04 — по ГОСТ 22526-77.
..П-04 — по ГОСТ 22526-77.
Материал:
- нержавеющая сталь 08Х18Н10 (базовое исполнение)
- Сталь 35
- По требованию заказчика
Характеристики
Доставка
Мы предлагаем несколько возможностей доставки продукции Электронагрев:
Самовывоз
Забрать груз самостоятельно со склада
Курьерская доставка
по Вашему адресу
Доставка транспортными компаниями
Параметры гост на сварные соединения
Гост на сварные соединения: параметры сварных швов, указанные в таблицах стандарта
ГОСТ на сварные швы был издан в Советском Союзе в 1980 году и имеет номер 5264. Этот стандарт является действующим.
В нем описываются ручная дуговая сварка, сварные соединения, а также основные типы, конструктивные элементы и размеры.
При этом стандарт не распространяется на сварные соединения трубопроводов из стали, которые регулируются другими нормативами. Рассмотрим, в чем заключается данный стандарт и как он регулирует изготовление соединений.
Рассмотрим, в чем заключается данный стандарт и как он регулирует изготовление соединений.
ГОСТ на сварные соединения устанавливает основные виды, конструктивные элементы и параметры сварных соединений из сталей и сплавов на основе никеля и железоникелевого сплавов с применением ручной дуговой справки. Сварные швы ГОСТ и их основные виды должны соответствовать первой таблице стандарта.
А конструктивные элементы и их соединения соответствовать таблицам под номерами со 2 по 54. Он позволяет применять основные типы сварных соединений при сварке электродной проволокой в двуокиси углерода диаметром от 0,8 до 1,4 миллиметра.
Также допускается увеличение по размерам швов на 30 процентов, отклонения кромок могут иметь значения до 5 градусов в ту или иную сторону с соответствующим изменением ширины шва.
Первая таблица стандарта
В первой таблицы стандарта ГОСТ на сварные швы указываются основные типы соединения. В стандарте указываются следующие соединения:
- Стыковое и его подвиды.

- Угловое со скосами и без скоса.
- Тавровое соединение.
- Нахлесточное.

Каждое из них, за исключением нахлесточного, имеет более десятка подвидов. Каждое из них имеет кодовое обозначение начиная с С1. Далее в таблице указывается форма подготовленных кромок и характер сварного шва. После этого идет форма поперечного сечения, указана толщина свариваемых деталей. Немного подробнее рассмотрим таблицу под номером один.
Форма подготовленных рамок
Стыковое имеет несколько видов форм. С1 и С28 производятся с отбортовкой кромок и ее односторонней разновидностью. Без скоса кромок, в том числе с последующей дорожкой, идут конструкции с С2 по С6.
Скос одной кромки с толщиной соединения до 60 миллиметров присущ конструкциям под кодами С8-С12. Нахлесточное соединение имеет только одну форму, а именно без скоса рамок.
Кроме того, для соединений имеются скосы криволинейные, ломаные, двумя симметричными скосами, в том числе ломаными и криволинейными одной и обеих кромок.
Характер сварного шва
Что касается характера шва, то здесь есть некоторые нюансы. Стыковое имеет односторонний и двухсторонний характер, но при этом немало подвидов. Среди них перечислим некоторые:
- Простые односторонние;
- Простые двухсторонние;
- Замковые;
- На съемной и остающейся подкладке.
Большинство элементов свариваются как односторонние и двухсторонние. Для некоторых из них необходимо тщательно подбирать виды сварки и соответствующую толщину. Вся подробная информация изложена в стандарте и для каждого описывается нужный вариант и соответствующие формы и кромки.
Что пишется в остальных таблицах
Далее идут таблицы со 2 по 54. Каждая из них устанавливает номер сварного соединения, конструктивные элементы, размеры детали и их отклонения. Число пунктов, в которых описываются размеры, варьируется от 2 до 10 и более. Показаны изображения подготовленных кромок и сварного шва, проставлены все необходимые обозначения, включая штриховку материала.
Примечательна таблица под номером 55. Здесь указываются толщина тонкой детали и разность толщин деталей. Согласно ГОСТу, в зависимости от размера детали, разность должна находиться в диапазоне от 1 до 4 миллиметров.
Осуществление плавного перехода производят с помощью наклонного расположения поверхности шва. При превышении разности между деталями, на той, которая имеет большую толщину, необходимо сделать скос односторонний или двухсторонний до толщины тонкой детали.
Конструктивные элементы подготовленных кромок и размеры шва после сварки должны выбираться по меньшей толщине.
После всех таблиц идут приложения в количестве трех штук. Первое описывает предел текучести свариваемой стали в Мегапаскалях и катет углового шва для более толстого элемента. При этом минимальное значение катета не должно превышать толщину более тонкого элемента более, чем в 1,2 раза.
В приложениях 2 и 3 подробно расписано про катет углового шва, включая предельные отклонения от номинального значения, катет для отношения между временными сопротивлениями разрыву металла шва и основного металла. Указаны рекомендованные значения.
Указаны рекомендованные значения.
ГОСТ, описывающий параметры сварки, сварные швы и конструктивные элементы, является важным документом. С его помощью контролируется процесс производства, подбираются конструкции и детали по толщине. Эта книга является обязательной для сварщика и похожих профессий, так как ее применение гарантирует качественную и надежную сварку.
Источник: https://tokar.guru/svarka/parametry-gost-na-svarnye-soedineniya.html
ГОСТы, применяемые при сварке
Сварка металлов, осуществляемая посредством локального плавления кромок соединяемых деталей, является основной технологией, используемой для выполнения неразъемных соединений.
Развитие и совершенствование сварочного процесса привели к появлению разновидностей этой технологии, отличающихся сферой применения, используемой аппаратурой и расходными материалами, а также характером самого сварочного процесса.
В силу традиции все сколько-нибудь значимые производственные процедуры стандартизуются в государственном масштабе. Стандарт является неотъемлемой частью плановой экономики.
По этой причине, существует целый ряд государственных стандартов (ГОСТ), определяющих нормы при выполнении различных видов сварочных процессов.
Ручной электродуговой сварочный процесс
Более всего в быту и мелкосерийном производстве распространена ручная дуговая сварка. Это разновидность сварочного процесса, при котором используются штучные сменяемые электроды, покрытые специальным составом, при сгорании образующем защитную газовую среду.
Тип применяемого покрытия электрода определяется свариваемым материалом и характером сварочного тока. Выпускаемые электроды делятся на те, которые предназначены для работы на переменном сварочном токе, и использующие при сварке аппарат постоянного тока.
Порядок выполнения работ с применением данной технологии регламентируется двумя ГОСТами.
ГОСТ 5264 – 80 устанавливает правила выполнения и графическое обозначение на чертежах основных видов соединений стальных элементов конструкций с использованием ручной сварки. К основным видам сварных соединений относятся:
- стыковые, при выполнении которых, элементы соединяются торцами, совмещёнными в одной плоскости;
- угловые, характеризующиеся тем, что соединяемые торцы деталей расположены в плоскостях, перпендикулярных друг другу;
- тавровые, заключающиеся в соединении торца одной заготовки с плоской поверхностью другой под прямым углом;
- нахлёсточные, соединяющие заготовки в параллельных плоскостях с наложением одной на другую.
Государственным стандартом устанавливается порядок подготовки поверхностей к выполнению сварного неразъемного соединения, включающий точную геометрию срезов кромок заготовок. Отдельные разделы стандарта посвящены свариванию заготовок разной толщины.
ГОСТ 11534 – 75 относится к соединениям, при которых заготовки образуют между собой острые или тупые углы. Описываются различные способы предварительной подготовки к сварке кромок изделий с указанием точных геометрических размеров.
Описываются различные способы предварительной подготовки к сварке кромок изделий с указанием точных геометрических размеров.
Есть нормативные документы и для электродов. ГОСТ 9467 – 75 определяет требования к составу покрытия стальных электродов в зависимости от свойств свариваемых материалов, а также механических характеристик, которыми должны обладать сварные швы.
Важнейшими из этих характеристик являются показатели пластичности сварного соединения и величины разрушающих напряжений, возникающих при определенных видах нагрузки этого соединения.
Под слоем флюса
Технология сварки под слоем флюса широко применяется при сборке крупных стальных конструкций. Флюс может быть порошкообразным либо иметь жидкую консистенцию. К этому же типу процесса относится сварка в среде защитного газа.
ГОСТ 8713 – 79 определяет порядок выполнения работ с различными вариантами применения флюсов. Данный государственный стандарт описывает выполнение работ с применением механизированной и автоматической сварки.
ГОСТ 1533 – 75 посвящается свариванию заготовок под флюсом с использованием автоматических и полуавтоматических сварочных аппаратов. Рассматриваются типы сварных соединений с расположением кромок соединяемых элементов в плоскостях, образующих между собой острые и тупые углы.
ГОСТ 14771 – 76 описывает процессы создания сварных соединений в среде инертных газов или их смеси плавящимся и неплавящимся электродом. Показаны точные геометрические размеры скосов, выполняемых на соединяемых торцах изделий из стали и сплавов на основе железа и никеля.
При соединении труб
Ввиду высокой ответственности работ, осуществляемых при строительстве трубопроводов, выполнению сварных соединений на них посвящен отдельный ГОСТ 16037 – 80.
Действие этого ГОСТа распространяется на элементы стальных трубопроводов, неразъемное сварное соединение которых производится с применением различных технологий. Могут быть задействованы ручные, полуавтоматически и полностью автоматизированные электродуговые процессы, а также применяться газовая сварка.
В последней материал трубы плавится от тепла, получаемого при сгорании смеси газов. Для безопасной работы с газами важно соблюдать соответствующие инструкции.
Для заготовок из алюминия
Алюминий, являющийся легкоплавким металлом, требует особого подхода при выборе технологии производства сварных соединений.
Этот металл при плавлении легко разбрызгивается, что препятствует созданию качественного шва. ГОСТ 14806 – 80 определяет дуговой процесс сварки алюминия и его сплавов в среде инертных газов.
Существуют государственные стандарты, нормирующие порядок производства работ по таким видам сварки, как точечная, импульсная лазерная, контактная.
https://www.youtube.com/watch?v=yww-vPMWEAA
ГОСТами охвачены практически все применяемые в сварочных процессах материалы и само используемое оборудование.
Условные обозначения сварочных соединительных швов, применяемые в конструкторской технической документации, также определяются ГОСТом.
Эти документы устанавливают нормы при производстве строительных и монтажных работ по возведению стальных конструкций разного назначения, требующих применения технологий сваривания металла.
Источник: https://svaring.com/welding/teorija/gost-na-svarku
Сварочные ГОСТы
ГОСТ (сокращенное название от Государственный стандарт, Государственный стандарт, ГОСТ) – это одна из важных категорий системы сварочных стандартов в СССР, которая и сейчас является стандартом в современных странах СНГ. Принимается таки органом, как МГС (межгос. советом по стандартизации, метрологии и сертификации.
В период социализма все гос. Стандарты по сварке сохранялись для производства продукции, и имели обязательный характер для использования в тех областях техники, которые определялись сферой возможного использования ГОСТа.
Сварочные ГОСТы:
Вы можете подробно ознакомиться со сварочными гостами ниже, они разделены по групам:
ГОСТы: процессы сварки
ГОСТ 19521-74 Сварка металлов. Классификация
ГОСТ 3.1705-81 Единая система технологической документации. Правила записи операций и переходов. Сварка
Сварка
ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий
ГОСТ 11969-79 Сварка плавлением. Основные положения и их обозначения
ГОСТ 29273-92 Свариваемость. Определение
ГОСТ 23870-79 Свариваемость сталей. Метод оценки влияния сварки плавлением на основной металл
ГОСТ 30430-96 Сварка дуговая конструкционных чугунов. Требования к технологическому процессу
ГОСТ 30482-97 Сварка сталей электрошлаковая. Требования к технологическому процессу
ГОСТ 29297-92 Сварка, высокотемпературная и низкотемператупная пайка, пайкосварка металлов. Перечень и условные обозначения процессов
ГОСТ 2.312-72 Единая система конструкторской документации. Условные изображения и обозначения швов сварных соединений.
ГОСТ 20549-75 Диффузионная сварка в вакууме рабочих элементов разделительных и формообразующих штампов. Типовой технологический процесс
ГОСТ Р ИСО 17659-2009 Сварка. Термины многоязычные для сварных соединений.

ГОСТ Р ИСО 857-1-2009 Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения.
Сварочные ГОСТы: соединения, элементы и размеры.
ГОСТ: ручная дуговая сварка
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 11534-75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ: сварка под флюсом
ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 11533-75 Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
гост сварка +в среде защитных газов
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные.
 Основные типы, конструктивные элементы и размеры
Основные типы, конструктивные элементы и размерыГОСТ 23518-79 Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
Гост: сварка алюминия
ГОСТ 14806-80 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные.
Основные типы, конструктивные элементы и размеры
ГОСТ 27580-88 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
гост точечная сварка
ГОСТ 14776-79 Дуговая сварка. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры
ГОСТ 28915-91 Сварка лазерная импульсная. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры
ГОСТ: cварка трубопроводов
ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры
Основные типы, конструктивные элементы и размеры
ГОСТ 16038-80 Сварка дуговая. Соединения сварные трубопроводов из меди и медно-никелевого сплава. Основные типы, конструктивные элементы и размеры
ГОСТ 16310-80 Соединения сварные из полиэтилена, полипропилена и винипласта. Основные типы, конструктивные элементы и размеры
ГОСТ 15164-78 Электрошлаковая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 15878-79 Контактная сварка. Соединения сварные. Конструктивные элементы и размеры
ГОСТ 16098-80 Соединения сварные из двухслойной коррозионностойкой стали. Основные типы, конструктивные элементы и размеры
ГОСТ 16310-80 Соединения сварные из полиэтилена, полипропилена и винипласта. Основные типы, конструктивные элементы и размеры.
ГОСТ 16130-90 Проволока и прутки из меди и сплавов на медной основе сварочные. Технические условия
Технические условия
ГОСТы: сварочные материалы
ГОСТ Р ЕН 13479-2010 Материалы сварочные. Общие требования к присадочным материалам и флюсам для сварки металлов плавлением
ГОСТ Р 53689-2009 Материалы сварочные. Технические условия поставки присадочных материалов. Вид продукции, размеры, допуски и маркировка
ГОСТ 7871-75 Проволока сварочная из алюминия и алюминиевых сплавов. Технические условия
ГОСТ 9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия
ГОСТ Р ИСО 2560-2009 Материалы сварочные. Электроды покрытые для ручной дуговой сварки нелегированных и мелкозернистых сталей. Классификация
ГОСТ Р ИСО 3580-2009 Материалы сварочные. Электроды покрытые для ручной дуговой сварки жаропрочных сталей. Классификация
ГОСТ Р ИСО 3581-2009 Материалы сварочные. Электроды покрытые для ручной дуговой сварки коррозионно-стойких и жаростойких сталей. Классификация
Классификация
ГОСТ 2246-70 Проволока стальная сварочная. Технические условия
ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы
ГОСТ 10051-75 Электроды покрытые металлические для ручной дуговой наплавки поверхностных слоев с особыми свойствами. Типы
ГОСТ 10052-75 Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами. Типы
ГОСТ 10543-98 Проволока стальная наплавочная. Технические условия
ГОСТ 21448-75 Порошки из сплавов для наплавки. Технические условия
ГОСТ 21449-75 Прутки для наплавки. Технические услови
ГОСТ 23949-80 Электроды вольфрамовые сварочные неплавящиеся. Технические условия
ГОСТ 26101-84 Проволока порошковая наплавочная. Технические условия
ГОСТ 26271-84 Проволока порошковая для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия
ГОСТ 26467-85 Лента порошковая наплавочная. Общие технические условия
Общие технические условия
ГОСТ 9087-81 Флюсы сварочные плавленые. Технические условия
ГОСТ 28555-90 Флюсы керамические для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия
ГОСТ Р ИСО 14174-2010 Материалы сварочные. Флюсы д
ГОСТ 30756-2001 Флюсы для электрошлаковых технологи
ГОСТ 5.1215-72 Электроды металлические марки АНО-4 для дуговой сварки малоуглеродистых конструкционных сталей. Требования к качеству аттестованной продукции
ГОСТ 22366-93 Лента электродная наплавочная спеченная на основе железа. Технические условия.
ГОСТы на технические газы
ГОСТ 4417-75 Песок кварцевый для сварочных материалов
ГОСТ Р ИСО 14175-2010 Материалы сварочные. Газы и газовые смеси для сварки плавлением и родственных процессов
ГОСТ 5583-78 Кислород газообразный технический и медицинский. Технические условия.
ГОСТ 10157-79 Аргон газообразный и жидкий.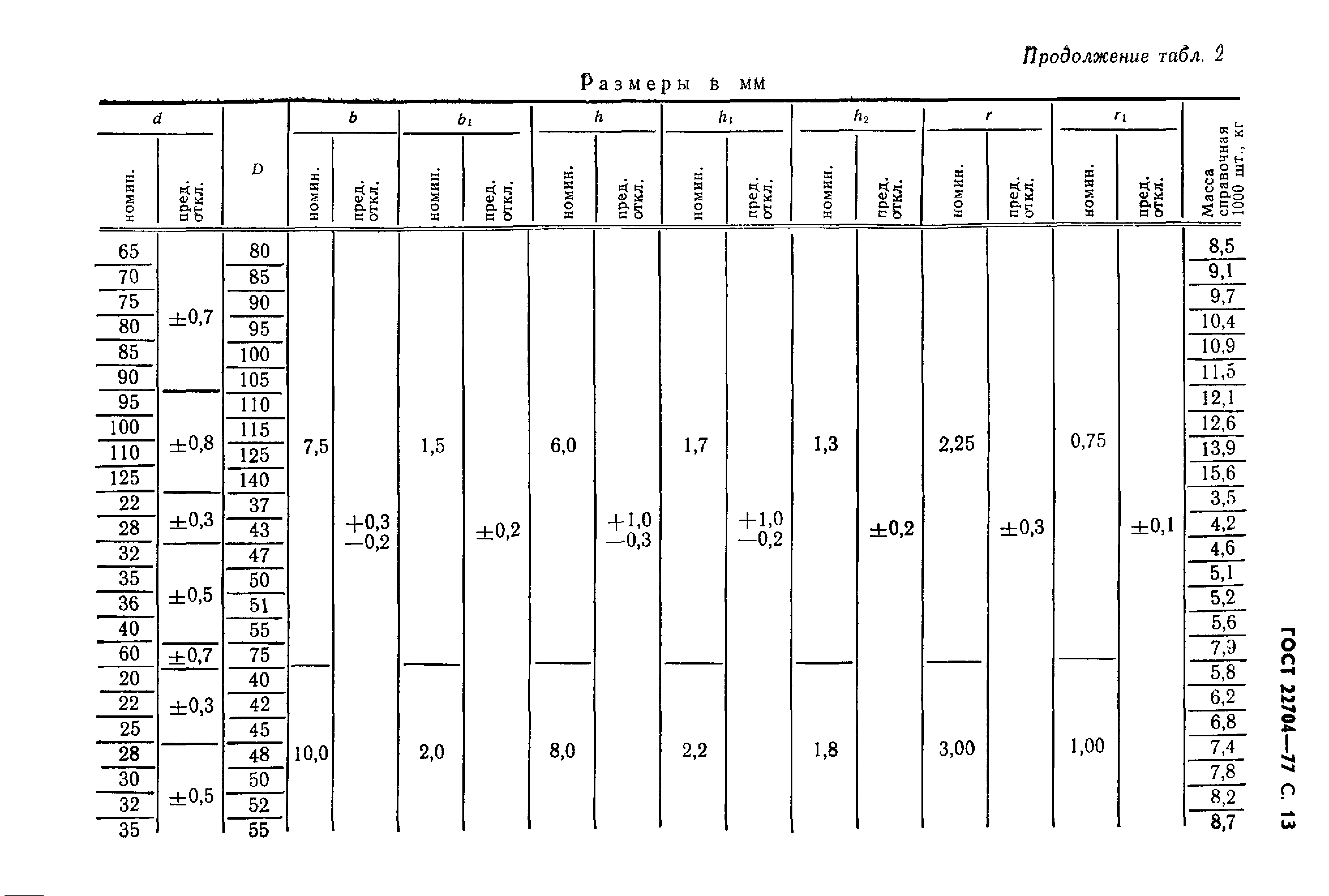 Технические условия.
Технические условия.
ГОСТ 8050-85 Двуокись углерода газообразная и жидкая. Технические условия.
ГОСТ 5457-75 Ацетилен растворенный и газообразный технический. Технические условия.
ГОСТ 3022-80 Водород технический. Технические условия.
ГОСТ 9293-74 Азот газообразный и жидкий. Технические условия.
ГОСТ 1460-81 Карбид кальция. Технические условия.
ГОСТ 4421-73 Концентрат плавиковошпатовый для сварочных материалов. Технические условия
ГОСТ Р 51526-99 Совместимость технических средств электромагнитная. Оборудование для дуговой сварки. Требования и методы испытаний
ГОСТ 1429.1-77 Припои оловянно-свинцовые. Методы определения сурьмы
ГОСТ 17349-79 Пайка. Классификация способов
ГОСТ 28920-95 Вращатели сварочные роликовые. Типы, основные параметры и размеры
ГОСТ 16883.3-71 Серебряно-медно-цинковые припои. Спектральный метод определения свинца, железа и висмута
ГОСТ 21548-76 Пайка.
 Метод выявления и определения толщины прослойки химического соединения
Метод выявления и определения толщины прослойки химического соединенияГОСТ 21694-94 Оборудование сварочное механическое. Общие технические условия
ГОСТ 7219-83 Электропаяльники бытовые. Общие технические условия
ГОСТ 26054-85 Роботы промышленные для контактной сварки. Общие технические условия
ГОСТ 23338-91 Сварка металлов. Методы определения содержания диффузионного водорода в наплавленном металле и металле шва
ГОСТ 7237-82 Преобразователи сварочные. Общие технические условия
ГОСТ 22974.5-96 Флюсы сварочные плавленные. Методы определения оксида кальция и оксида магния
ГОСТ 11930.9-79 Материалы наплавочные. Методы определения бора
ГОСТ 22974.12-96 Флюсы сварочные плавленные. Метод определения серы
ГОСТ 1429.11-77 Припои оловянно-свинцовые. Метод определения кадмия
ГОСТ 5191-79 Резаки инжекторные для ручной кислородной резки. Типы, основные параметры и общие технические требования
Типы, основные параметры и общие технические требования
ГОСТ 1429.15-77 Припои оловянно-свинцовые. Спектральный метод определения примесей сурьмы, меди, висмута, мышьяка, железа, свинца
ГОСТ 22974.0-85 Флюсы сварочные плавленые. Общие требования к методам анализа
ГОСТ 29090-91 Материалы, используемые в оборудовании для газовой сварки, резки и аналогичных процессов. Общие требования
ГОСТ 12221-79 Аппаратура для плазменно-дуговой резки металлов. Типы и основные параметры
ГОСТ 11930.7-79 Материалы наплавочные. Методы определения железа
ГОСТ 1429.8-77 Припои оловянно-свинцовые. Метод определения цинка
ГОСТ 27776-88 Модули производственные гибкие дуговой сварки и плазменной обработки. Основные параметры
ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
ГОСТ 28920-91 Вращатели сварочные роликовые. Типы, основные параметры и размеры
ГОСТ 23055-78 Контроль неразрушающий. Сварка металлов плавлением. Классификация сварных соединений по результатам радиографического контроля
Сварка металлов плавлением. Классификация сварных соединений по результатам радиографического контроля
ГОСТ 28228-89 Основные методы испытаний на воздействие внешних факторов. Часть 2. Испытания. Руководство по испытанию Т: Пайка
ГОСТ 1429.0-77 Припои оловянно-свинцовые. Общие требования к методам анализа
ГОСТ 23240-78 Конструкции сварные. Метод оценки хладостойкости по реакции на ожог сварочной дугой
ГОСТ 3.1704-81 Единая система технологической документации. Правила записи операций и переходов. Пайка и лужение
ГОСТ 16882.2-71 Серебряно-медно-фосфорные припои. Методы определения массовой доли фосфора, свинца, железа и висмута
ГОСТ 23556-90 Колонны для сварочных автоматов. Типы, основные параметры и размеры
ГОСТ 27387-87 Роботы промышленные для контактной точечной сварки. Основные параметры и размеры
ГОСТ 22974.10-96 Флюсы сварочные плавленные. Методы определения оксида натрия и оксида калия
ГОСТ 19249-73 Соединения паяные. Основные типы и параметры
Основные типы и параметры
ГОСТ 30260-96 Оборудование для наплавки поверхностей тел вращения. Типы, основные параметры и размеры
ГОСТ 14327-82 Слюда мусковит молотая электродная. Технические условия
ГОСТ 30295-96 Кантователи сварочные. Типы, основные параметры и размеры
ГОСТ 8856-72 Аппаратура для газопламенной обработки. Давление горючих газов
ГОСТ 22974.12-85 Флюсы сварочные плавленые. Метод определения серы
ГОСТ 28332-89 Модули производственные гибкие дуговой сварки. Нормы надежности и основные требования к методам контроля
ГОСТ 8213-75 Автоматы для дуговой сварки плавящимся электродом. Общие технические условия
ГОСТ 16883.1-71 Серебряно-медно-цинковые припои. Метод определения массовой доли серебра
ГОСТ 11930.10-79 Материалы наплавочные. Метод определения вольфрама
ГОСТ 31.2031.01-91 Приспособления сборно-разборные переналаживаемые для сборки деталей под сварку. Типы, параметры и размеры
ГОСТ 30220-95 Манипуляторы для контактной точечной сварки. Типы, основные параметры и размеры
Типы, основные параметры и размеры
ГОСТ 19140-94 Вращатели сварочные горизонтальные двухстоечные. Типы, основные параметры и размеры
ГОСТ 26388-84 Соединения сварные. Методы испытаний на сопротивляемость образованию холодных трещин при сварке плавлением
ГОСТ 1077-79 Горелки однопламенные универсальные для ацетилено-кислородной сварки, пайки и подогрева. Типы, основные параметры и размеры и общие технические требования
ГОСТ 31.211.42-93 Детали и сборочные единицы сборно-разборных приспособлений для сборочно-сварочных работ. Технические требования. Правила приемки. Методы контроля. Маркировка, упаковка, транспортирование и хранение
ГОСТ 14792-80 Детали и заготовки, вырезаемые кислородной и плазменно-дуговой резкой. Точность, качество поверхности реза
ГОСТ 18130-79 Полуавтоматы для дуговой сварки плавящимся электродом. Общие технические условия
ГОСТ 25445-82 Барабаны, катушки и сердечники для сварочной проволоки.
 Основные размеры
Основные размерыГОСТ 1429.2-77 Припои оловянно-свинцовые. Метод определения олова
ГОСТ 21547-76 Пайка. Метод определения температуры распайки
ГОСТ 25616-83 Источники питания для дуговой сварки. Методы испытания сварочных свойств
ГОСТ 11930.2-79 Материалы наплавочные. Метод определения серы
ГОСТ 22974.9-96 Флюсы сварочные плавленные. Методы определения оксида титана (IV)
ГОСТ 1429.13-77 Припои оловянно-свинцовые. Спектральный метод определения примесей сурьмы, меди, висмута,
мышьяка, железа, никеля, цинка, алюминия с использованием синтетических градуировочных образцов
ГОСТ 14111-90 Электроды прямые для контактной точечной сварки. Типы и размеры
ГОСТ 11930.8-79 Материалы наплавочные. Метод определения фосфора
ГОСТ 22974.2-85 Флюсы сварочные плавленые. Методы определения оксида кремния
ГОСТ 19248-90 Припои. Классификация и обозначения
ГОСТ 22974.2-96 Флюсы сварочные плавленные. Методы определения оксида кремния
ГОСТ 22974. 5-85 Флюсы сварочные плавленые. Методы определения оксида кальция и оксида магния
5-85 Флюсы сварочные плавленые. Методы определения оксида кальция и оксида магния
ГОСТ 20485-75 Пайка. Метод определения затекания припоя в зазор
ГОСТ 23556-95 Колонны для сварочных автоматов. Типы, основные параметры и размеры
ГОСТ 28944-91 Оборудование сварочное механическое. Методы испытаний
ГОСТ 3242-79 Соединения сварные. Методы контроля качества
ГОСТ 30242-97 Дефекты соединений при сварке металлов плавлением. Классификация, обозначение и определения
ГОСТ 19143-84 Вращатели сварочные универсальные. Типы, основные параметры и размеры
ГОСТ 1429.3-77 Припои оловянно-свинцовые. Метод определения железа
ГОСТ 13861-89 Редукторы для газопламенной обработки. Общие технические условия
ГОСТ 31.211.41-83 Детали и сборочные единицы сборно-разборных приспособлений для сборочно-сварочных работ. Основные конструктивные элементы и параметры. Нормы точности
ГОСТ 23904-79 Пайка. Метод определения смачивания материалов припоями
ГОСТ 1429. 10-77 Припои оловянно-свинцовые. Метод определения мышьяка
10-77 Припои оловянно-свинцовые. Метод определения мышьяка
ГОСТ 22974.13-96 Флюсы сварочные плавленные. Метод определения углерода
Источник: http://svarak.ru/svarochnyie-gostyi/
Геометрические размеры сварного шва
Закристаллизовавшийся отрезок расплавленного металла, образовавшийся в месте соединения двух металлических деталей или конструкций – это классический сварочный шов, который имеет определенные геометрические размеры как в сечении, так и по длине.
Они зависят от типа соединения, метода выполнения сварки, геометрии разделки торцевых кромок соединяемых изделий и некоторых других факторов. Эти элементы сваренных деталей делятся на два вида: стыковые и угловые.
Их не следует путать с типами сварочных соединений, которые классифицируются как стыковые, угловые, тавровые и внахлест.
Во всех таких конструкциях присутствуют рабочие швы, на которые действуют основные нагрузки соединения. От правильного расчета этих элементов соединения зависит прочность всей конструкции в целом.

На качество сварки влияет множество факторов, в том числе и геометрические характеристики, такие как ширина, длина, вогнутость, выпуклость и другие особенности стыковки деталей.
Для соединенных под прямым углом деталей, основным геометрическим параметром является размер катета сварного шва, от которого зависит прочность сварки.
Нормативные документы
Основными документом, регламентирующими геометрию сварочных швов является ГОСТ 5264-80, по которому и рассчитываются главные геометрические характеристики, с использованием математических формул.
Размеры сечения и длинны по ГОСТ 5264-80 зависят от вида соединения, толщины деталей конструкции, геометрии обработки торцевых кромок. Кроме того при расчете геометрических параметров сварочных соединений учитываются и другие нормативные документы: СНиП II-23-81, инструкции и технические регламенты.
Среди всех геометрических характеристик сварных швов основными являются минимальная длина, ширина, глубина, размер катета и некоторые другие.
Геометрические характеристики
Как уже было сказано выше, геометрия швов зависит от вида соединения. Основные геометрические размеры сечений стыковых и угловых сварочных швов представлены на следующем рисунке:
Геометрические характеристики
- где S – толщина деталей;
- е – ширина сварного шва;
- g – выпуклость;
- m – вогнутость;
- h – глубина проплавления;
- t – толщина сварного шва;
- b – зазор в соединении;
- k – катет углового шва;
- p – высота;
- a – толщина.
На геометрические размеры влияет тип соединения и толщина свариваемых изделий. Эти показатели приведены в следующей таблице.
Таблица с типами сварных соединений
Из представленной информации понятно, что все геометрические размеры сварных швов и соединяемых деталей связаны между собой. Особняком стоит длина этих элементов сварных конструкций. Она зависит только от нагрузки на соединение и совершенно не зависит от геометрии сечения шва.
Минимальная длина сварного шва должна обеспечивать прочность соединения, при превышении максимального значения общей нагрузки на 20%. Часто проварка изделий осуществляется по всей длине контакта, но во многих случаях сварка выполняется короткими отрезками, обеспечивающими необходимую прочность соединения.
Для строительных конструкций расчет длины сварного шва по СНиП II-23-81 осуществляется исходя из этих критерий.
Источник: http://svarkaipayka.ru/tehnologia/drugoe/geometricheskie-razmeryi-svarnogo-shva.html
Национальные стандарты Российской Федерации по криптографии
Национальные стандарты Российской Федерации по криптографии
ГОСТ Р 34.10–2012 «Информационная технология. Криптографическая защита информации. Процессы формирования и проверки электронной цифровой подписи»
Утвержден и введен в действие Приказом Федерального агентства по техническому регулированию и метрологии от 7 августа 2012г. № 215-ст
№ 215-ст
ГОСТ Р 34.11–2012 «Информационная технология. Криптографическая защита информации. Функция хэширования»
Утвержден и введен в действие Приказом Федерального агентства по техническому регулированию и метрологии от 7 августа 2012г. № 216-ст
ГОСТ Р 34.12–2015 «Информационная технология. Криптографическая защита информации. Блочные шифры»
Утвержден и введен в действие Приказом Федерального агентства по техническому регулированию и метрологии от 19 июня 2015г. № 749-ст
ГОСТ Р 34.13–2015 «Информационная технология. Криптографическая защита информации. Режимы работы блочных шифров»
Утвержден и введен в действие Приказом Федерального агентства по техническому регулированию и метрологии от 19 июня 2015г. № 750-ст
Р 1323565.
 1.013-2017 «Информационная технология. Криптографическая защита информации. Использование режимов алгоритма блочного шифрования в протоколе защищенного обмена сообщениями в процессе эмиссии платёжных карт»
1.013-2017 «Информационная технология. Криптографическая защита информации. Использование режимов алгоритма блочного шифрования в протоколе защищенного обмена сообщениями в процессе эмиссии платёжных карт»
Утвержден Приказом №2116-ст от 28.12.2017 федерального агентства по техническому регулированию и метрологии с датой введения в действие 1 июня 2018 года.
Р 1323565.1.012-2017 «Информационная технология. Криптографическая защита информации. Принципы разработки и модернизации шифровальных (криптографических) средств защиты информации»
Утвержден Приказом №2068-ст от 22.12.2017 федерального агентства по техническому регулированию и метрологии с датой введения в действие 1 мая 2018 года.
Р 1323565.1.011-2017 «Информационная технология. Криптографическая защита информации. Использование алгоритмов согласования ключа и блочного шифрования при офлайновой проверке PIN»
Утвержден Приказом №2019-ст от 19. 12.2017 федерального агентства по техническому регулированию и метрологии с датой введения в действие 1 июня 2018 года.
12.2017 федерального агентства по техническому регулированию и метрологии с датой введения в действие 1 июня 2018 года.
Р 1323565.1.010-2017 «Информационная технология. Криптографическая защита информации. Использование функции диверсификации для формирования производных ключей платежного приложения»
Утвержден Приказом №2018-ст от 19.12.2017 федерального агентства по техническому регулированию и метрологии с датой введения в действие 1 июня 2018 года.
Р 1323565.1.009-2017 «Информационная технология. Криптографическая защита информации. Использование алгоритмов блочного шифрования при формировании прикладных криптограмм в платежных системах»
Утвержден Приказом №2017-ст от 19.12.2017 федерального агентства по техническому регулированию и метрологии с датой введения в действие 1 июня 2018 года.
Р 1323565.
 1.008-2017 «Информационная технология. Криптографическая защита информации. Использование режимов алгоритма блочного шифрования в защищенном обмене сообщениями между эмитентом и платежным приложением»
1.008-2017 «Информационная технология. Криптографическая защита информации. Использование режимов алгоритма блочного шифрования в защищенном обмене сообщениями между эмитентом и платежным приложением»
Утвержден Приказом №2016-ст от 19.12.2017 федерального агентства по техническому регулированию и метрологии с датой введения в действие 1 июня 2018 года.
Р 1323565.1.008-2017 «Информационная технология. Криптографическая защита информации. Использование режимов алгоритма блочного шифрования в защищенном обмене сообщениями между эмитентом и платежным приложением»
Утвержден Приказом №2016-ст от 19.12.2017 федерального агентства по техническому регулированию и метрологии с датой введения в действие 1 июня 2018 года.
Р 1323565.1.007-2017 «Информационная технология. Криптографическая защита информации. Использование алгоритмов блочного шифрования при формировании проверочного параметра платежной карты и проверочного значения PIN»
Утвержден Приказом №2015-ст от 19.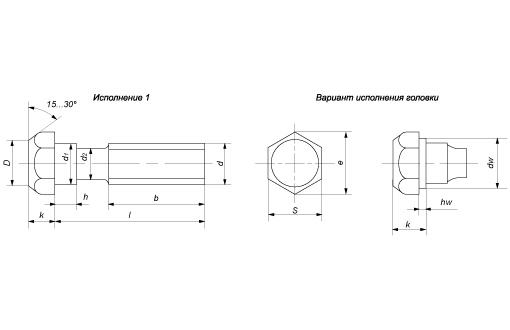 12.2017 федерального агентства по техническому регулированию и метрологии с датой введения в действие 1 июня 2018 года.
12.2017 федерального агентства по техническому регулированию и метрологии с датой введения в действие 1 июня 2018 года.
Р 1323565.1.006-2017 «Информационная технология. Криптографическая защита информации. Механизмы выработки псевдослучайных последовательностей»
Утвержден Приказом №1608-ст от 31.10.2017 федерального агентства по техническому регулированию и метрологии с датой введения в действие 1 апреля 2018 года.
Р 1323565.1.005-2017 «Информационная технология. Криптографическая защита информации. Допустимые объемы материала для обработки на одном ключе при использовании некоторых вариантов режимов работы блочных шифров в соответствии с ГОСТ Р 34.13-2015»
Утвержден Приказом № 1518-ст от 25.10.2017 федерального агентства по техническому регулированию и метрологии с датой введения в действие 1 апреля 2018 года.
Р 1323565. 1.004-2017 «Информационная технология. Криптографическая защита информации. Схемы выработки общего ключа с аутентификацией на основе открытого ключа»
1.004-2017 «Информационная технология. Криптографическая защита информации. Схемы выработки общего ключа с аутентификацией на основе открытого ключа»
Утвержден Приказом № 1505-ст от 24.10.2017 федерального агентства по техническому регулированию и метрологии с датой введения в действие 1 апреля 2018 года.
Р 1323565.1.003-2017 «Информационная технология. Криптографическая защита информации. Криптографические алгоритмы выработки ключей шифрования информации и аутентификационных векторов, предназначенные для реализации в аппаратных модулях доверия для использования в подвижной радиотелефонной связи»
Утвержден Приказом № 1504-ст от 24.10.2017 федерального агентства по техническому регулированию и метрологии с датой введения в действие 1 апреля 2018 года.
Р 50.1.115–2016 «Информационная технология. Криптографическая защита информации. Протокол выработки общего ключа с аутентификацией на основе пароля»
Разработан в соответствии с заданием 1. 11.026-1.005.16 Программы национальной стандартизации на 2016 г.
11.026-1.005.16 Программы национальной стандартизации на 2016 г.
Утвержден и введен в действие Приказом Федерального агентства по техническому регулированию и метрологии от 28 ноября 2016 г. № 1830-ст
Р 50.1.114–2016 «Информационная технология. Криптографическая защита информации. Параметры эллиптических кривых для криптографических алгоритмов и протоколов»
Разработан в соответствии с заданием 1.11.026-1.003.16 Программы национальной стандартизации на 2016 г.
Утвержден и введен в действие Приказом Федерального агентства по техническому регулированию и метрологии от 28 ноября 2016 г. № 1829-ст
Р 50.1.113–2016 «Информационная технология. Криптографическая защита информации. Криптографические алгоритмы, сопутствующие применению алгоритмов электронной цифровой подписи и функции хэширования»
Разработан в соответствии с заданием 1. 11.026-1.002.16 Программы национальной стандартизации на 2016 г.
11.026-1.002.16 Программы национальной стандартизации на 2016 г.
Утвержден и введен в действие Приказом Федерального агентства по техническому регулированию и метрологии от 28 ноября 2016 г. № 1828-ст
Р 50.1.112–2016 «Информационная технология. Криптографическая защита информации. Транспортный ключевой контейнер»
Разработан в соответствии с заданием 1.11.026-1.006.16 Программы национальной стандартизации на 2016 г.
Утвержден и введен в действие Приказом Федерального агентства по техническому регулированию и метрологии от 23 ноября 2016 г. № 1753-ст
Р 50.1.111–2016 «Информационная технология. Криптографическая защита информации. Парольная защита ключевой информации»
Разработан в соответствии с заданием 1.11.026-1.004.16 Программы национальной стандартизации на 2016 г.
Утвержден и введен в действие Приказом Федерального агентства по техническому регулированию и метрологии от 23 ноября 2016 г. № 1752-ст
№ 1752-ст
Р 50.1.110–2016 «Информационная технология. Криптографическая защита информации. Контейнер хранения ключей»
Разработан в соответствии с заданием 1.11.026-1.001.16 Программы национальной стандартизации на 2016 г.
Утвержден и введен в действие Приказом Федерального агентства по техническому регулированию и метрологии от 23 ноября 2016 г. № 1751-ст
МР 26.4.006-2017 «Криптографические механизмы аутентификации в контрольных устройствах для автотранспорта»
(Документ утвержден решением заседания ТК 26, протокол № 19.1 от 20.07.2017)
МР 26.3.005-2017 «Использование функции диверсификации для формирования производных ключей платежного приложения»
(Документ утвержден решением заседания ТК 26, протокол №19 от 11.04.2017. На основе документа разработаны и с 01. 06.2018 года введены в действие Приказом Росстандарта № 2018 -ст от 19.12.2017 Рекомендации по стандартизации Р 1323565.1.010-2017)
06.2018 года введены в действие Приказом Росстандарта № 2018 -ст от 19.12.2017 Рекомендации по стандартизации Р 1323565.1.010-2017)
МР 26.3.004-2017 «Использование режимов алгоритма блочного шифрования в защищенном обмене сообщениями между эмитентом и платежным приложением»
(Документ утвержден решением заседания ТК 26, протокол №19 от 11.04.2017. На основе документа разработаны и с 01.06.2018 года введены в действие Приказом Росстандарта № 2016-ст от 19.12.2017 Рекомендации по стандартизации Р 1323565.1.008-2017)
МР 26.3.003-2017 «Использование алгоритмов согласования ключа и блочного шифрования при офлайновой проверке PIN»
(Документ утвержден решением заседания ТК 26, протокол №19 от 11.04.2017. На основе документа разработаны и с 01.06.2018 года введены в действие Приказом Росстандарта № 2019-ст от 19.12.2017 Рекомендации по стандартизации Р 132365. 1.011-2017)
1.011-2017)
МР 26.3.002-2017 «Использование алгоритмов блочного шифрования при формировании проверочного параметра платежной карты и проверочного значения PIN»
(Документ утвержден решением заседания ТК 26, протокол №19 от 11.04.2017. На основе документа разработаны и с 01.06.2018 года введены в действие Приказом Росстандарта № 2015 -ст от 19.12.2017 Рекомендации по стандартизации Р 1323565.1.007-2017)
МР 26.3.001-2017 «Использование алгоритмов блочного шифрования при формировании прикладных криптограмм в платежных системах»
(Документ утвержден решением заседания ТК 26, протокол №19 от 11.04.2017. На основе документа разработаны и с 01.06.2018 года введены в действие Приказом Росстандарта № 2017 -ст от 19.12.2017 Рекомендации по стандартизации Р 1323565.1.009-2017 )
МР 26.2.002-2016 «Криптографические алгоритмы выработки ключей шифрования информации и аутентификационных векторов, предназначенных для реализации в аппаратных модулях доверия для использования в подвижной радиотелефонной связи»
(Документ утвержден решением заседания ТК 26, протокол № 18 от 24. 11.2016 г. На основе документа разработаны и с 01.04.2018 года введены в действие Приказом Росстандарта № 1504-ст от 24.10.2017 Рекомендации по стандартизации Р 1323565.1.003-2017)
11.2016 г. На основе документа разработаны и с 01.04.2018 года введены в действие Приказом Росстандарта № 1504-ст от 24.10.2017 Рекомендации по стандартизации Р 1323565.1.003-2017)
МР 26.2.001-2016 «Допустимые объемы материала для обработки на одном ключе при использовании некоторых вариантов режимов работы блочных шифров в соответствии с ГОСТ Р 34.13-2015»
(Документ утвержден решением заседания ТК 26, протокол № 18 от 24.11.2016 г. На основе документа разработаны и с 01.04.2018 года введены в действие Приказом Росстандарта № 1518-ст от 25.10.2017 Рекомендации по стандартизации Р 1323565.1.005-2017)
МР 26.2.007-2017 «Расширение PKCS#11 для использования российских стандартов ГОСТ Р 34.10-2012 и ГОСТ Р 34-11-2012»
(Документ утвержден решением заседания ТК 26, протокол № 20 от 24.11.2017)
МР 26.2.003-2014 «Механизмы выработки псевдослучайных последовательностей»
(Документ утвержден решением заседания ТК 26, протокол № 18 от 24. 11.2016 г. На основе документа разработаны и с 01.04.2018 года введены в действие Приказом Росстандарта № 1608-ст от 31.10.2017 Рекомендации по стандартизации Р 1323565.1.006-2017)
11.2016 г. На основе документа разработаны и с 01.04.2018 года введены в действие Приказом Росстандарта № 1608-ст от 31.10.2017 Рекомендации по стандартизации Р 1323565.1.006-2017)
МР 26.2.002-2014 «Схемы выработки общего ключа с аутентификацией на основе открытого ключа»
(Документ утвержден решением заседания ТК 26, протокол № 18 от 24.11.2016 г. На основе документа разработаны и с 01.04.2018 года введены в действие Приказом Росстандарта № 1505-ст от 24.10.2017 Рекомендации по стандартизации Р 1323565.1.004-2017)
МР 26.2.001-2014 «Задание параметров скрученных эллиптических кривых Эдвардса в соответствии с ГОСТ Р 34.10-2012»
(Документ утвержден решением заседания ТК 26, протокол № 14 от 26.11.2014 г. На основе документа разработаны и с 01.06.2017 года введены в действие Приказом Росстандарта № 1829-ст от 28.11.2016 Рекомендации по стандартизации Р 50. 1.114–2016 )
1.114–2016 )
МР 26.2.002-2013 «Использование алгоритмов ГОСТ 28147-89, ГОСТ Р 34.10 и ГОСТ Р 34.11 в криптографических сообщениях формата CMS»
(Документ утвержден решением заседания ТК 26, Протокол № 13 от 24.04.2013 г.)
МР 26.2.001-2013 «Использование наборов алгоритмов шифрования на основе ГОСТ 28147-89 для протокола безопасности транспортного уровня (TLS)»
(Документ утвержден решением заседания ТК 26, протокол № 13 от 24.04.2013 г.)
МР 26.2.003-2013 «Задание узлов замены блока подстановки алгоритма шифрования ГОСТ 28147-89»
(Документ утвержден решением заседания ТК 26, протокол № 12 от 21.11.2013 г.)
МР 26.2.03-2012 «Ключевой контейнер»
(дополнение к PKCS#15) (версия 1.0) (Документ утвержден решением заседания ТК 26, протокол № 10 от 27.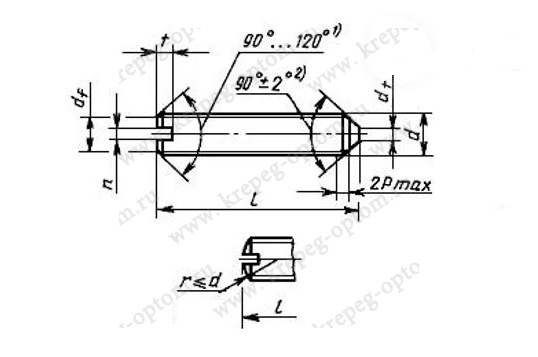 11.2012 г. На основе документа разработаны и с 01.06.2017 года введены в действие Приказом Росстандарта № 1751-ст от 23.11.2016 Рекомендации по стандартизации Р 50.1.110–2016)
11.2012 г. На основе документа разработаны и с 01.06.2017 года введены в действие Приказом Росстандарта № 1751-ст от 23.11.2016 Рекомендации по стандартизации Р 50.1.110–2016)
МР 26.2.002-2012 «Транспортный ключевой контейнер»
(дополнения к PKCS#8 и PKCS#12) (версия 1.0) (Документ утвержден решением заседания ТК 26, протокол № 10 от 27.11.2012 г. На основе документа разработаны и с 01.06.2017 года введены в действие Приказом Росстандарта № 1753-ст от 23.11.2016 Рекомендации по стандартизации Р 50.1.112–2016)
МР 26.2.001-2012 «Парольная защита с использованием алгоритма ГОСТ Р»
(дополнения к PKCS#5) (версия 1.0) (Документ утвержден решением заседания ТК 26, протоколом № 10 от 27.11.2012 г. На основе документа разработаны и с 01.06.2017 года введены в действие Приказом Росстандарта № 1752-ст от 23.11.2016 Рекомендации по стандартизации Р 50.1.111–2016, Приказом Росстандарта № 1830-ст от 28. 11.2016 Рекомендации по стандартизации Р 50.1-115-2016)
11.2016 Рекомендации по стандартизации Р 50.1-115-2016)
ТС 26.2.001-2016 «Расширение PKCS#11 для использования российских стандартов ГОСТ Р 34.10-2012 и ГОСТ Р 34-11-2012»
(Документ утвержден решением заседания ТК 26, протокол № 18 от 24.11.2016. На основе документа разработаны и с 21.11.2017 года введены в действие решением заседания ТК 26 от 21.11.2017 № 20 Методические рекомендации ТК 26 МР 26.2.007-2017)
ТС 26.2.001-2015 «Использование ГОСТ 28147-89, ГОСТ Р 34.11-2012 и ГОСТ Р 34.10-2012 в протоколах обмена ключами IKE и ISAKMP»
(Документ утвержден решением заседания ТК 26, протокол № 15 от 28.02.2015)
ТС 26.2.002-2014 «Использование ГОСТ 28147-89 при шифровании вложений в протоколах IPSEC ESP»
(Документ утвержден решением заседания ТК 26, протокол № 14 от 26. 11.2014)
11.2014)
ТС 26.2.001-2014 «Использование алгоритмов ГОСТ Р 34.10, ГОСТ Р 34.11 в профиле сертификата и списка отзыва сертификатов (CRL) инфраструктуры открытых ключей»
(Документ утвержден решением заседания ТК 26, Протокол №13 от 24.04.2014 г.)
ТС 26.2.001-2013 «Использование ГОСТ 28147-89 и ГОСТ Р 34.10-2001 при согласовании ключей в протоколах IKE и ISAKMP»
(Документ утвержден решением заседания ТК 26, протокол № 12 от 21.11.2013)
ТС 26.2.002-2013 «Использование ГОСТ Р 34.11-94 при обеспечении целостности в протоколах IPSEC и ESP»
(Документ утвержден решением заседания ТК 26, протокол № 12 от 21.11.2013)
Законы Беларуси | Официальная нормативная библиотека — ГОСТ 28941.16-91
Товар содержится в следующих классификаторах:
Конструкция (макс. ) »
) »
Стандарты »
Прочие государственные стандарты, применяемые в строительстве »
23 Гидравлические и пневматические системы и компоненты общего назначения. »
Классификатор ISO »
23 ГИДРАВЛИЧЕСКИЕ И ПНЕВМАТИЧЕСКИЕ СИСТЕМЫ И КОМПОНЕНТЫ ОБЩЕГО НАЗНАЧЕНИЯ »
23.040 Трубопроводы и их комплектующие »
23.040.60 Фланцы, муфты и соединения »
Национальные стандарты »
23 ГИДРАВЛИЧЕСКИЕ И ПНЕВМАТИЧЕСКИЕ СИСТЕМЫ И КОМПОНЕНТЫ ОБЩЕГО НАЗНАЧЕНИЯ »
23.040 Трубопроводы и их комплектующие »
23.040.60 Фланцы, муфты и соединения »
Национальные стандарты для сомов »
Последнее издание »
G Машины, оборудование и инструменты »
G1 Общие части и узлы машин »
G18 Фитинги и трубопроводные соединения »
Ссылки на документы:
ГОСТ 15763-91 — Соединения трубопроводные резьбовые на Ру до 63 МПа (до 630 кгс / см2)
.
ГОСТ 22525-77 — Соединения трубопроводные резьбовые.Концы патрубков для накидных гаек. Строительство
ГОСТ 22526-77 — Соединения трубопроводные резьбовые. Накручиваем патрубки на концы и патрубки к ним. Строительство
ГОСТ 25065-90 — Фитинги трубные резьбовые. Ввинчивающиеся концы компонентов корпуса уплотнены резиной. Уплотнительные кольца и их гнезда. Типовой проект дома
Ссылка на документ:
ГОСТ 15763-2005 — Соединения трубные резьбовые и фланцевые на PN до 63 МПа (до 630 кгс / см2). Общие технические условия
ГОСТ 28941.4-91: Фитинги с отбортовкой. Строительство
Клиенты, которые просматривали этот товар, также просматривали:
|
 Оценки
Оценки Общие технические условия
Общие технические условия Технические требования эксплуатирующей организации
Технические требования эксплуатирующей организации Общие технические условия
Общие технические условия ВАШ ЗАКАЗ СДЕЛАТЬ ЛЕГКО!
Белорусское законодательство.com является ведущей в отрасли компанией со строгими стандартами контроля качества, и наша приверженность точности, надежности и точности является одной из причин, по которым некоторые из крупнейших мировых компаний доверяют нам обеспечение своей национальной нормативно-правовой базы и перевод критически важных, сложных и конфиденциальная информация.
Наша нишевая специализация — локализация национальных нормативных баз данных, включающих: технические нормы, стандарты и правила; государственные законы, кодексы и постановления; а также кодексы, требования и инструкции агентств РФ.
У нас есть база данных, содержащая более 220 000 нормативных документов на английском и других языках для следующих 12 стран: Армения, Азербайджан, Беларусь, Казахстан, Кыргызстан, Молдова, Монголия, Россия, Таджикистан, Туркменистан, Украина и Узбекистан.
Размещение заказа
Выберите выбранный вами документ, перейдите на «страницу оформления заказа» и выберите желаемую форму оплаты. Мы принимаем все основные кредитные карты и банковские переводы.Мы также принимаем PayPal и Google Checkout для вашего удобства. Пожалуйста, свяжитесь с нами для любых дополнительных договоренностей (договорные соглашения, заказ на поставку и т. Д.).
После размещения заказа он будет проверен и обработан в течение нескольких часов, но в редких случаях — максимум 24 часа.
Для товаров, имеющихся на складе, вам будет отправлена ссылка на документ / веб-сайт, чтобы вы могли загрузить и сохранить ее для своих записей.
Если товары отсутствуют на складе (поставка сторонних поставщиков), вы будете уведомлены о том, для каких товаров потребуется дополнительное время.Обычно мы поставляем такие товары менее чем за три дня.
Как только заказ будет размещен, вы получите квитанцию / счет, который можно будет заполнить для отчетности и бухгалтерского учета. Эту квитанцию можно легко сохранить и распечатать для ваших записей.
Гарантия лучшего качества и подлинности вашего заказа
Ваш заказ предоставляется в электронном формате (обычно это Adobe Acrobat или MS Word).
Мы всегда гарантируем лучшее качество всей нашей продукции.Если по какой-либо причине вы не удовлетворены, мы можем провести совершенно БЕСПЛАТНУЮ ревизию и редактирование приобретенных вами продуктов. Кроме того, мы предоставляем БЕСПЛАТНЫЕ обновления нормативных требований, если, например, документ имеет более новую версию на дату покупки.
Гарантируем подлинность. Каждый документ на английском языке сверяется с оригинальной и официальной версией. Мы используем только официальные нормативные источники, чтобы убедиться, что у вас самая последняя версия документа, причем все из надежных официальных источников.
RussianGost | Официальная нормативная библиотека — ГОСТ 15763-2005
Товар содержится в следующих классификаторах:
Классификатор ISO »
23 ГИДРАВЛИЧЕСКИЕ И ПНЕВМАТИЧЕСКИЕ СИСТЕМЫ И КОМПОНЕНТЫ ОБЩЕГО НАЗНАЧЕНИЯ »
23.040 Трубопроводы и их комплектующие »
23.040.60 Фланцы, муфты и соединения »
Национальные стандарты »
23 ГИДРАВЛИЧЕСКИЕ И ПНЕВМАТИЧЕСКИЕ СИСТЕМЫ И КОМПОНЕНТЫ ОБЩЕГО НАЗНАЧЕНИЯ »
23.040 Трубопроводы и их комплектующие »
23.040.60 Фланцы, муфты и соединения »
Национальные стандарты для сомов »
Последнее издание »
G Машины, оборудование и инструменты »
G1 Общие части и узлы машин »
G18 Фитинги и трубопроводные соединения »
В качестве замены:
ГОСТ 15763-91 — Соединения трубопроводные резьбовые на Ру до 63 МПа (до 630 кгс / см2)
.
Ссылки на документы:
ГОСТ 1.0-92: Государственная система стандартизации Российской Федерации. Основные принципы
ГОСТ 1.2-97 — Межгосударственная система стандартизации. Межгосударственные стандарты, правила и рекомендации по межгосударственной стандартизации. Порядок разработки, приема заявки, обновления и аннулирования
ГОСТ 1050-88 — Прокат калиброванный из углеродистой конструкционной качественной стали со специальной обработкой поверхности. Общие технические условия
ГОСТ 10549-80 — Биение резьбы винтовых. Промывка резьбы, общее биение резьбы, поднутрения и фаски
ГОСТ 10702-78 — Прутки стальные углеродистые и легированные конструкционные для холодной штамповки и высадки.Технические характеристики
ГОСТ 12815-80 — Фланцы для арматуры, арматуры и трубопроводов на Рном от 0,1 до 20 МПа (от 1 до 200 кгс / см2). Типы. Присоединительные размеры и размеры уплотнительных поверхностей
ГОСТ 12816-80 — Фланцы для арматуры, арматуры и трубопроводов на Рном от 0,1 до 20 МПа (от 1 до 200 кгс / см2). Общие технические требования
Общие технические требования
ГОСТ 12817-80 — Фланцы из серого чугуна на Рном от 0,1 до 1,6 МПа (от 1 до 16 кгс / см2). Дизайн и габариты
ГОСТ 12818-80 — Фланцы из ковкого чугуна литые на Рном от 1,6 до 4,0 МПа (от 16 до 40 кгс / см2).Дизайн и габариты
ГОСТ 12819-80 — Фланцы стальные литые на Рном от 1,6 до 20,0 МПа (от 16 до 200 кгс / см2). Дизайн и габариты
ГОСТ 12820-80 — Фланцы стальные плоские приварные на Рном от 0,1 до 2,5 МПа (от 1 до 25 кгс / см2). Дизайн и габариты
ГОСТ 12821-80 — Фланцы стальные приварные встык на Рном от 0,1 до 20,0 МПа (от 1 до 200 кгс / см2). Дизайн и габариты
ГОСТ 12822-80 — Фланцы стальные с приварным кольцом на Рном от 0,1 до 2,5 МПа (от 1 до 25 кгс / см2).Дизайн и габариты
ГОСТ 1414-75 — Сталь конструкционная повышенной и высокой обрабатываемости
.
ГОСТ 14192-96 — Маркировка грузов
.
ГОСТ 15527-2004 — Сплавы медно-цинковые (латуни), обработанные давлением. Оценки
Оценки
ГОСТ 15763-91 — Соединения трубопроводные резьбовые на Ру до 63 МПа (до 630 кгс / см2)
.
ГОСТ 16093-2004 — Основные нормы взаимозаменяемости. Метрическая винтовая резьба. Допуски. Зазор подходит для
ГОСТ 1759.4-87 — Болты, винты и шпильки.Механические свойства и методы испытаний
ГОСТ 18160-72 — Крепежные изделия. Упаковка. Маркировка. Транспортировка и хранение
ГОСТ 18242-72 — Статистический приемочный контроль по альтернативным планам контроля характеристик
.
ГОСТ 18321-73 — Статистический контроль качества. Методы случайной выборки товаров
ГОСТ 18475-82 — Трубы из алюминия и алюминиевых сплавов холоднодеформированные
.
ГОСТ 18829-73 — Кольцевые уплотнения резиновые для гидравлического и пневматического оборудования. Технические характеристики
ГОСТ 2.601-2006: Единая система конструкторской документации. Эксплуатационные документы
ГОСТ 2.601-95 — Эксплуатационная документация
.
ГОСТ 20403-75 — Резина. Метод определения твердости в международных единицах (от 30 до 100 IRHD)
ГОСТ 20799-88 — Масла индустриальные. Технические условия
.
ГОСТ 21971-76 — Соединения трубопроводов резьбовые. Обычные проходы (номинальные размеры). Серии
ГОСТ 21972-76 — Соединение трубопроводов резьбовое. Номинальные (условные) давления. Серии
ГОСТ 21973-76 — Соединения трубопроводов резьбовые.Присоединение к темам. Серии
ГОСТ 21974-76 — Соединения трубопроводов резьбовые. Наружные диаметры трубок и внутренние диаметры шлангов. Серии
ГОСТ 22512-77 — Фланцы стальные с гребнем и пазом на Рном до 6,4 МПа (64 кгс / см2) и Дном до 300 мм. Присоединительные размеры
ГОСТ 22525-77 — Соединения трубопроводные резьбовые. Концы патрубков для накидных гаек. Строительство
ГОСТ 22526-77 — Соединения трубопроводные резьбовые. Накручиваем патрубки на концы и патрубки к ним.Строительство
ГОСТ 23353-78 — Соединения трубопроводов резьбовые. Плетная гайка. Строительство
Плетная гайка. Строительство
ГОСТ 23354-78 — Соединения трубопроводов резьбовые. Вырезать кольцо. Строительство
ГОСТ 23355-78 — Соединения трубопроводов резьбовые. Шариковый ниппель. Строительство
ГОСТ 23358-87 — Соединения трубопроводные резьбовые. Шайбы шарнирные. Типовой проект дома
ГОСТ 23677-79 — Твердомеры металлов
.
ГОСТ 24072-80 — Соединения проходные с нарезным кольцом. Строительство
ГОСТ 24073-80 — Соединения трубные переходные с нарезным кольцом.Строительство
ГОСТ 24074-80 — Соединения торцевые с вырезным кольцом. Строительство
ГОСТ 24075-80 — Трубка угловая проходная с нарезным кольцом. Строительство
ГОСТ 24078-80 — Соединения трубные угловые переходные с нарезным кольцом на конце для присоединительной втулки. Строительство
ГОСТ 24079-80 — Соединения трубные тройники проходные с нарезным кольцом. Строительство
ГОСТ 24080-80 — Тройники переходные с нарезным кольцом. Строительство
Строительство
ГОСТ 24086-80 — Соединения трубные тройники переходные с нарезным кольцом на конце для соединительной втулки.Строительство
ГОСТ 24087-80 — Соединения трубные крестообразные с нарезным кольцом. Строительство
ГОСТ 24090-80 — Соединения трубные с разрезными кольцевыми перегородками. Строительство
ГОСТ 24091-80 — Соединения глухие с нарезным кольцом. Строительство
ГОСТ 24485-80 — Соединения переходные с шаровым ниппелем. Строительство
ГОСТ 24486-80 — Соединения переходные с шаровым ниппелем. Строительство
ГОСТ 24487-80 — Соединения патрубков сварочного канала с шаровым ниппелем.Строительство
ГОСТ 24488-80 — Соединения торцевые с шаровым ниппелем. Строительство
ГОСТ 24489-80 — Соединения трубные угловые переходные с шаровым ниппелем. Строительство
ГОСТ 24492-80 — Соединения тройники проходные с шаровым ниппелем. Строительство
ГОСТ 24493-80 — Соединения трубные тройники переходные с шаровым ниппелем. Строительство
Строительство
ГОСТ 24499-80 — Соединения трубные поперечные с шаровым ниппелем. Строительство
ГОСТ 24502-80 — Соединения трубные разделительные с шаровым ниппелем.Строительство
ГОСТ 24503-80 — Соединения глухие с шаровым ниппелем. Строительство
ГОСТ 24705-2004 — Основные нормы взаимозаменяемости. Метрическая винтовая резьба. Основные размеры
ГОСТ 25065-90 — Фитинги трубные резьбовые. Ввинчивающиеся концы компонентов корпуса уплотнены резиной. Уплотнительные кольца и их гнезда. Типовой проект дома
ГОСТ 25229-82 — Основные нормы взаимозаменяемости. Метрическая коническая резьба
ГОСТ 2622-75 — Трубки манометрические из бронзы БрОФ4-0,25 и латуни Л63.Технические характеристики
ГОСТ 2789-73 — Шероховатость поверхности. Параметры и характеристики
ГОСТ 28016-89 — Соединения трубопроводные резьбовые. Ниппель конический сварной. Строительство
ГОСТ 28549.5-90 — Масла смазочные, индустриальные масла и сопутствующие товары. (Класс L). Классификация. Семейство H (гидравлические системы)
(Класс L). Классификация. Семейство H (гидравлические системы)
ГОСТ 28918-91 — Фитинги трубные резьбовые. Кольца упорные и зажимные. Строительство
ГОСТ 28941.10-91 — Фитинги тройники переходные развальцовочные. Строительство
ГОСТ 28941.11-91: Фитинги с отбортовкой крестовины прямые. Строительство
ГОСТ 28941.12-91 — Арматура фактурная. Муфты развальцованные. Строительство
ГОСТ 28941.13-91 — Фитинги развальцовочные. Муфты переходные. Строительство
ГОСТ 28941.14-91 — Фитинги развальцовочные. Муфты прямые. Строительство
ГОСТ 28941.15-91 — Фитинги развальцовочные. Муфты прямые с внутренним конусом. Строительство
ГОСТ 28941.16-91 — Арматура фактурная. Муфты шпильки. Строительство
ГОСТ 28941.17-91: Фитинги развальцовочные. Муфты шпильки с внутренним конусом. Строительство
ГОСТ 28941.18-91 — Фитинги развальцовочные. Муфты переборки. Строительство
ГОСТ 28941.1-91 — Фитинги раструбные прямые. Строительство
Строительство
ГОСТ 28941.19-91 — Арматура фактурная. Неравные локти. Строительство
ГОСТ 28941.20-91 — Фитинги развальцовочные. Локти с заклепками. Строительство
ГОСТ 28941.21-91 — Фитинги развальцовочные. Тройники переходные. Строительство
ГОСТ 28941.22-91 — Фитинги развальцовочные.Тройники с заклепками. Строительство
ГОСТ 28941.23-91 — Фитинги развальцовочные. Прямые кресты. Строительство
ГОСТ 28941.24-91 — Фитинги развальцовочные. Прижимайтесь крышками. Строительство
ГОСТ 28941.25-91 — Фитинги развальцовочные. Прижать пробки. Строительство
ГОСТ 28941.26-91 — Муфты развальцовочные. Накидные гайки. Строительство
ГОСТ 28941.27-91 — Фитинги развальцовочные. Рукава. Строительство
ГОСТ 28941.28-91 — Фитинги развальцовочные. Уплотнительные кольца. Строительство
ГОСТ 28941.2-91: Фитинги развальцовочные с переходными муфтами. Строительство
ГОСТ 28941. 3-91 — Арматура переходная с внутренним конусом. Строительство
3-91 — Арматура переходная с внутренним конусом. Строительство
ГОСТ 28941.4-91 — Фитинги конусные. Строительство
ГОСТ 28941.5-91 — Фитинги конусные с внутренним конусом. Строительство
ГОСТ 28941.6-91 — Арматура факельная переборка. Строительство
ГОСТ 28941.7-91 — Фитинги фланцевые прямые. Строительство
ГОСТ 28941.8-91 — Фитинги отводы конусные.Строительство
ГОСТ 28941.9-91 — Фитинги тройники прямые переходные развальцовочные. Строительство
ГОСТ 356-80 — Арматура и детали трубопроводов. Давления условные, испытательные и эксплуатационные. Линии.
ГОСТ 380-2005 — Сталь углеродистая обыкновенного качества. Оценки
ГОСТ 380-94 — Сталь углеродистая нормального качества
.
ГОСТ 4543-71 — Сталь конструкционная легированная
.
ГОСТ 4784-97 — Алюминий и сплавы алюминиевые деформируемые. Оценки
ГОСТ 5632-72 — Стали высоколегированные и сплавы нержавеющие, жаропрочные и термически обработанные. Оценки
Оценки
ГОСТ 6111-52 — Резьба трубная коническая. Профиль, основные размеры и допуски
ГОСТ 617-2006 — Трубы медные и латунные общего назначения круглого сечения. Технические характеристики
ГОСТ 617-90 — Трубы медные. Технические характеристики
ГОСТ 6357-81 — Основные нормы взаимозаменяемости трубной цилиндрической резьбы
.
ГОСТ 6424-73 — Зубья (горловина), конец гаечного ключа и ширина по лескам
.
ГОСТ 7505-89 — Поковки стальные штампованные. Допуски, припуски и поковки
ГОСТ 859-2001 — Медь.Оценки
ГОСТ 8734-75 — Трубы стальные бесшовные холоднодеформированные. Диапазон
ГОСТ 9.301-86 — Единая система защиты от коррозии и старения. Металлические и неметаллические неорганические покрытия. Общие требования
ГОСТ 9.302-88 — Единая система защиты от коррозии и старения. Металлические и неметаллические неорганические покрытия. Методы контроля
ГОСТ 9.303-84 — Единая система защиты от коррозии и старения. Металлические и неметаллические неорганические покрытия. Общие требования к выбору
Металлические и неметаллические неорганические покрытия. Общие требования к выбору
ГОСТ 9.308-85: Единая система защиты от коррозии и старения. Металлические и неметаллические неорганические покрытия. Методика ускоренных коррозионных испытаний
ГОСТ 9378-93 — Образцы сравнения шероховатости
.
ГОСТ 9399-81 — Фланцы стальные резьбовые на Пн 20-100 МПа (200-1000 кгс / см2). Характеристики.
ГОСТ 9567-75 — Трубы стальные прецизионные. Диапазон
ГОСТ 9833-73 — Кольца уплотнительные резиновые тороидальные для гидравлического и пневматического оборудования. Конструкция и размеры
ГОСТ 9941-81 — Трубы бесшовные холодно- и теплодеформированные из коррозионно-стойкой стали
.
ГОСТ Р 52627-2006 — Болты, винты и шпильки.Механические свойства и методы испытаний
ГОСТ Р ИСО 2859-1-2007 — Статистические методы. Выборочные процедуры для проверки по атрибутам. Часть 1. Схемы отбора проб, индексированные по пределу приемочного качества для серийного контроля
Ссылка на документ:
ГОСТ 23353-78 — Соединения трубопроводов резьбовые. Плетная гайка. Строительство
Плетная гайка. Строительство
ГОСТ Р 51382-2011 — Котлы отопительные. Часть 4. Отопительные котлы с наддувными горелками. Особые требования к котлам с наддувными жидкотопливными горелками мощностью до 70 кВт и максимальным рабочим давлением 0,3 МПа.Терминология, особые требования, методы испытаний и маркировка
ГОСТ Р 54439-2011 — Котлы центрального отопления газовые. Котлы типа В номинальной тепловой мощностью не более 300 кВт, но не более 1000 кВт
ГОСТ Р 54440-2011 — Котлы отопительные. Часть 1. Отопительные котлы с наддувными горелками. Терминология, общие требования, испытания и маркировка
ГОСТ Р 54448-2011 — Нагреватели воздушные трубчатые одногорелочные газовые небытового назначения. Часть 1. Требования безопасности
ГОСТ Р 54482-2011 — Соединения трубопроводов для гидросистемы общего назначения.Шланговые фитинги с метрическими концами шпилек и уплотнительным кольцом. Технические требования
РД 22-207-88 — Машины подъемные.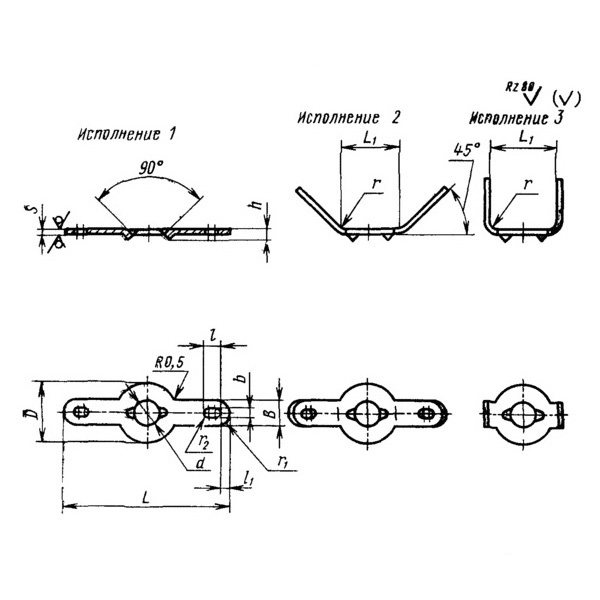 Общие требования и стандарты производства
Общие требования и стандарты производства
РМД 40-20-2016 Санкт-Петербург: Устройство сетей водоснабжения и водоотведения в Санкт-Петербурге
ГОСТ 34493-2018 — Тракторы и сельхозтехника, работающие на газомоторном топливе. Общие технические требования
Клиенты, которые просматривали этот товар, также просматривали:
|
 Технические характеристики
Технические характеристики Технические требования эксплуатирующей организации
Технические требования эксплуатирующей организации Общие технические условия
Общие технические условия ВАШ ЗАКАЗ СДЕЛАТЬ ЛЕГКО!
Русский Гост.com является ведущей в отрасли компанией со строгими стандартами контроля качества, и наша приверженность точности, надежности и точности является одной из причин, по которым некоторые из крупнейших мировых компаний доверяют нам обеспечение своей национальной нормативно-правовой базы и перевод критически важных, сложных и конфиденциальная информация.
Наша нишевая специализация — локализация национальных нормативных баз данных, включающих: технические нормы, стандарты и правила; государственные законы, кодексы и постановления; а также кодексы, требования и инструкции агентств РФ.
У нас есть база данных, содержащая более 220 000 нормативных документов на английском и других языках для следующих 12 стран: Армения, Азербайджан, Беларусь, Казахстан, Кыргызстан, Молдова, Монголия, Россия, Таджикистан, Туркменистан, Украина и Узбекистан.
Размещение заказа
Выберите выбранный вами документ, перейдите на «страницу оформления заказа» и выберите желаемую форму оплаты. Мы принимаем все основные кредитные карты и банковские переводы.Мы также принимаем PayPal и Google Checkout для вашего удобства. Пожалуйста, свяжитесь с нами для любых дополнительных договоренностей (договорные соглашения, заказ на поставку и т. Д.).
После размещения заказа он будет проверен и обработан в течение нескольких часов, но в редких случаях — максимум 24 часа.
Для товаров, имеющихся на складе, вам будет отправлена ссылка на документ / веб-сайт, чтобы вы могли загрузить и сохранить ее для своих записей.
Если товары отсутствуют на складе (поставка сторонних поставщиков), вы будете уведомлены о том, для каких товаров потребуется дополнительное время.Обычно мы поставляем такие товары менее чем за три дня.
Как только заказ будет размещен, вы получите квитанцию / счет, который можно будет заполнить для отчетности и бухгалтерского учета. Эту квитанцию можно легко сохранить и распечатать для ваших записей.
Гарантия лучшего качества и подлинности вашего заказа
Ваш заказ предоставляется в электронном формате (обычно это Adobe Acrobat или MS Word).
Мы всегда гарантируем лучшее качество всей нашей продукции.Если по какой-либо причине вы не удовлетворены, мы можем провести совершенно БЕСПЛАТНУЮ ревизию и редактирование приобретенных вами продуктов. Кроме того, мы предоставляем БЕСПЛАТНЫЕ обновления нормативных требований, если, например, документ имеет более новую версию на дату покупки.
Гарантируем подлинность. Каждый документ на английском языке сверяется с оригинальной и официальной версией. Мы используем только официальные нормативные источники, чтобы убедиться, что у вас самая последняя версия документа, причем все из надежных официальных источников.
Verzeichnis ГОСТ — ANHANG 3
ANHANG 3 GOST — SEV — TGL — NORMEN GOST — (SEV) RGW TGL — NORMEN In diesem Anhang sind die in Tabelle 1 mit » S «gekennzeichneten GOST -Normen, die zugeordneten TGL RGW-Normen sowie die SEV-Normen und die den SEV-Normen zugeordneten TGL-Normen zusammengestellt. Wenn keine direkte Übersetzung einer ГОСТ -Norm bekannt ist, können als Hilfe die ST SEV (Standarty sojuza ekonomiceskoj vzaimopomosci = Normen des Rats für gegenseitige Wirtschaftshilfe ST RGW) herdenzugezogen.Bei einem Hinweis auf eine RGW TGL-Norm gilt oftmals (aber nicht notwendigerweise) eine vollständige Übereinstimmung zwischen ГОСТ и RGW TGL.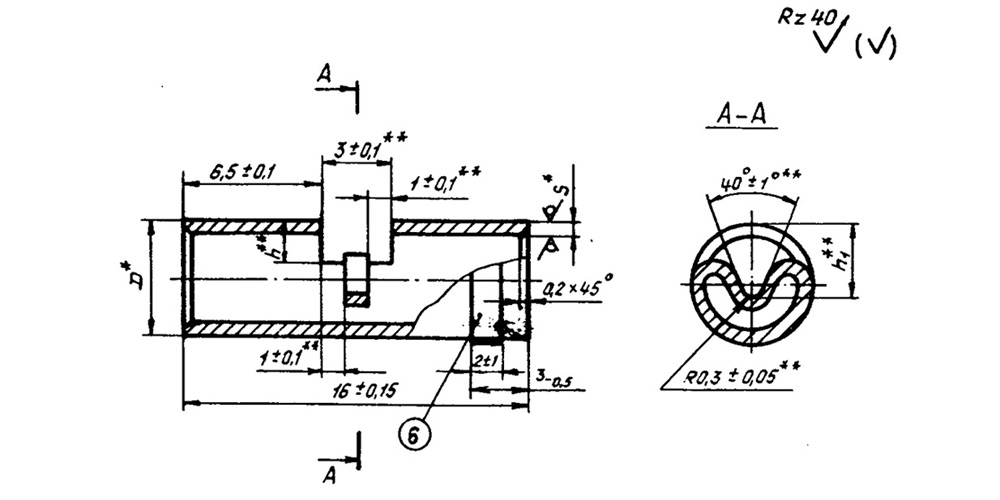 Wenn dagegen auf eine SEV-Norm und dann eine TGL-Norm hingewiesen wird, besteht meist nur eine teilweise Übereinstimmung zwischen der GOST und der TGL. Sowohl die GOST , als auch die TGL können umfangreicher sein als die entsprechende andere Norm. Die SEV-Norm selbst ist in russischer Sprache verfaßt und somit keine Hilfe für den spachunkundigen.Bei allen diesen Fällen ist exakt auf die angegebenen Jahreszahlen zu achten. Es gilt beispielsweise: ГОСТ 6636-69 «Enthält die Festlegungen von» СТ СЭВ 514-77. In diesem Fall war sogar die sowjetische GOST -Norm die Grundlage für die Schaffung einer SEV-Norm. Sie wurde vollinhaltlich als TGL RGW übernommen worden. Derzeit gültig ist jedoch ГОСТ 6636-69 zusammen mit 2 Änderungsblättern vom 1.9.81 und vom 2.1.89.Sie entspricht jetzt in den Festlegungen der ST SEV 514-87. Zu dieser ST SEV gibt es jedoch keine vollinhaltlich entsprechende TGL RGW-Norm. Объяснение: ++ Diese TGL-Norm ist in der UB / TIB nicht vorhanden GOST SEV TGL 2.
Wenn dagegen auf eine SEV-Norm und dann eine TGL-Norm hingewiesen wird, besteht meist nur eine teilweise Übereinstimmung zwischen der GOST und der TGL. Sowohl die GOST , als auch die TGL können umfangreicher sein als die entsprechende andere Norm. Die SEV-Norm selbst ist in russischer Sprache verfaßt und somit keine Hilfe für den spachunkundigen.Bei allen diesen Fällen ist exakt auf die angegebenen Jahreszahlen zu achten. Es gilt beispielsweise: ГОСТ 6636-69 «Enthält die Festlegungen von» СТ СЭВ 514-77. In diesem Fall war sogar die sowjetische GOST -Norm die Grundlage für die Schaffung einer SEV-Norm. Sie wurde vollinhaltlich als TGL RGW übernommen worden. Derzeit gültig ist jedoch ГОСТ 6636-69 zusammen mit 2 Änderungsblättern vom 1.9.81 und vom 2.1.89.Sie entspricht jetzt in den Festlegungen der ST SEV 514-87. Zu dieser ST SEV gibt es jedoch keine vollinhaltlich entsprechende TGL RGW-Norm. Объяснение: ++ Diese TGL-Norm ist in der UB / TIB nicht vorhanden GOST SEV TGL 2.