Как сделать контактную сварку своими руками из микроволновки: Контактная сварка своими руками из микроволновки: как сделать + видео
Содержание
Контактная сварка из микроволновки и самодельный таймер на PIC
Продолжаем велотему.
Когда ездил на работу на велосипеде, было неудобно возить в рюкзаке — потеет спина. Возить на багажнике неудобно — пакет сползает и норовит попасть в спицы. Нужна небольшая корзинка на багажник, которая удерживала бы небольшой груз от падения. Так как таких небольших корзинок не делают, решено делать самому. Для сборки такой корзинки нужна контактная сварка, она же может варить и аккумуляторы.
Процесс сборки корзинки багажника, батарей аккумуляторов, и самой сварки описан ниже.
«Тело сварки» — трансформатор от микроволновки.
Ножовкой удалена вторичная обмотка, удалены пластины между первичкой и вторичкой. Рекомендую именно ножовку, дремелем или болгаркой легко повредить первичную обмотку, а она еще нужна. В окно вторичной обмотки был заведен (запихан, забит) в 4 руки провод ПВ3 70 квадратных миллиметров, 1 метра достаточно. Провод идет очень тяжело, заправлялся вдвоем.
На провод газовой горелкой напаяны наконечники медные луженые, чисто медные напаять не получилось. К наконечникам крепятся электроды — 10 квадратов меди для сварки аккумуляторов и прямоугольные для сварки прутка или листа.
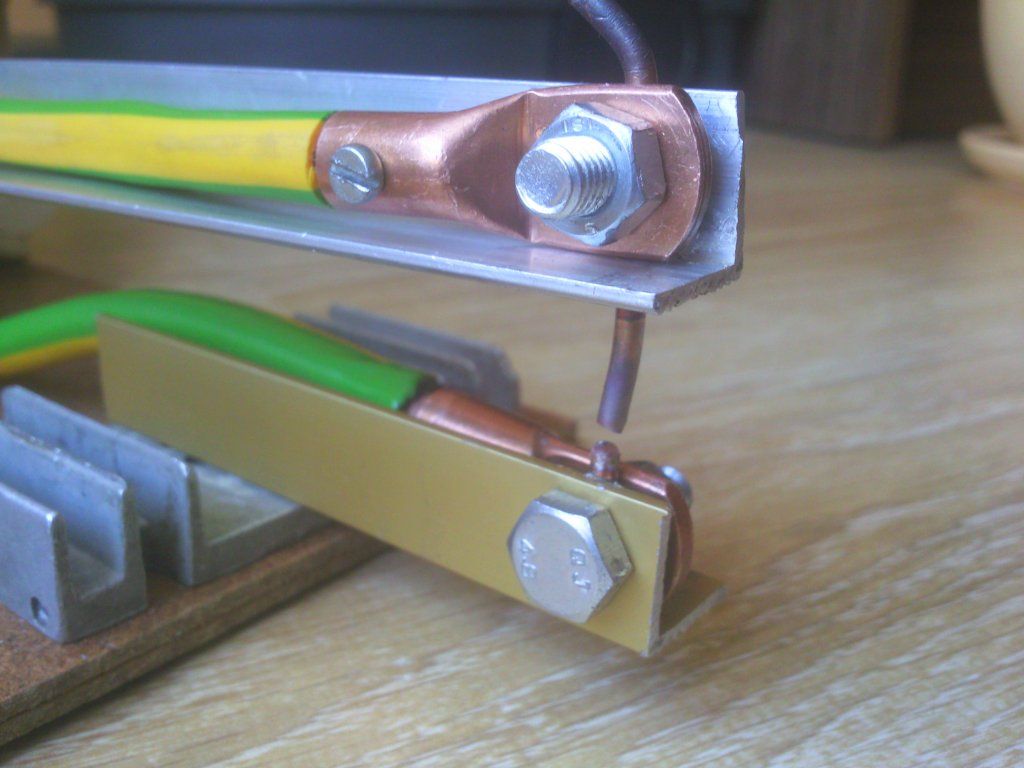
В случае с прямоугольными электродами они позволяют варить как проволоку, если электроды стоят плоскость на плоскость, так и лист если повернуть верхний электрод на угол, как на фото.
Прямоугольные электроды это пластины от комплекта установки токовых трансформаторов, при электромонтаже они не пригодились а здесь как раз.
«Мозги сварки» — самодельный таймер на микроконтроллере PIC16F628A, ссылка на который в заголовке обзора.
Был закуплен в магазине Chinese Super Electronic market, делаю там не первый и думаю не последний. При заказе в 15-30$ отправляет почтой с нормальным треком, хорошо упаковывает, не косячит с комплектацией. При этом у него обычно цены минимальны или близки к ним.
Кроме пикухи было закуплено
— Набор кварцевых резонаторов на все случаи жизни, 10 наименований по 5 шт — 2,7$ лот 50 шт.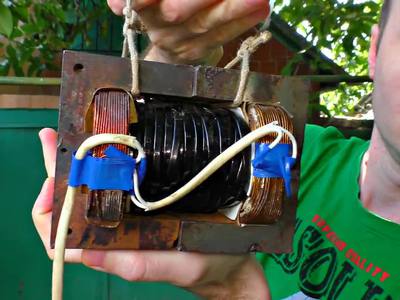
— Микросхема стабилизатора 5в 50 шт 1,28$
— Мощные тиристоры BTA41-600 10 штук 4,8$
— Оптопара 10 шт 1,6$
— Сам PIC — 10 шт 13,8$
За основу взята схема из статьи
Схема
Из схемы взята силовая часть, прошивку было решено писать самому.
В схеме не понравилось использование двух кнопок — энкодером управлять быстрее и удобнее, малый диапазон выдержек.
Блок питания я обозревал уже тут же, в него добавлен стаб на 5в. Два напряжения питания 5в основные и 12в контрольные идут на контроллер. При выключении питания первым начинает падать напряжение 12в, оно через резистивный делитель идет на ногу контроллера (синий подстроечник, выставил 3в). Контроллер видит ноль на ноге, сохраняет параметры и идет спать.
Выход ноги PIC дает сигнал на оптрон, оптрон открывает тиристор, который в свою очередь включает первичку транса. Нагрева деталей не замечено. Возможно использовать твердотельное реле, как в предыдущей статье на этом ресурсе. Я тоже в прошлом сварочнике использовал твердотелку, но оптрон+тиристор меньше и дешевле при закупке по 10 шт.
Нагрева деталей не замечено. Возможно использовать твердотельное реле, как в предыдущей статье на этом ресурсе. Я тоже в прошлом сварочнике использовал твердотелку, но оптрон+тиристор меньше и дешевле при закупке по 10 шт.
— Энкодер был закуплен такой,
В нем уже есть резисторы подтяжки, энкодер не только крутится но и нажимается.
При нажатии на энкодер цифра начинает плавно мигать (сделал изменение яркости по синусоиде) — показывает количество импульсов до 9, то есть варить можно повторным или тройным импульсом, пауза между импульсами равна длительности импульса, скважность 50% в общем. При повторном нажатии энкодера запоминает параметр в память (проверяет изменился ли он) и переходит опять в режим работы.
Индикация на двух светодиодных семисегментных индикаторах, индикация динамическая.
При сварке обычно нужны свободными обе руки, для запуска сварки была сделана педаль — кнопка звонка.
При включении таймер на 1 сек показывает-напоминает количество импульсов.
Потом индикация выдержки
.2 -0,02сек
0,2 -0,2 сек
2,2 -2,2 сек.
максимум 9,9 секунд, минимум 0,01 сек.
При нажатии педали и отработке выдержки показывается — —
Пинцет на должен дергаться при отработке выдержки, не очень наглядно получилось.
работы таймера 1,33 мин
Физически таймер собран в корпусе блока питания принтера HP, от него использована плата, как несущий элемент и разъем питания предохранитель и фильтрующие конденсаторы на входе.
Что то собрано на стойках, что то приклеено на термоклей, в общем все элементы колхоза. Как ни странно, все работает.
Слабонервным и перфекционистам фото потрохов не смотреть
сварки гвозди 4+4мм.
 youtube.com/embed/PkQ8vEy284U?autoplay=0&hl=ru_RU&rel=0″ frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/PkQ8vEy284U?autoplay=0&hl=ru_RU&rel=0″ frameborder=»0″ allowfullscreen=»»/>
Результат после
Результат сварки
Багажники, на оба багажника хватило 1 кг проволоки оцинковки 3 мм, цена около 1.5-2$
Мой ячейка 4*4см, жены для велосумки ячейка 5*5 см
Сварка батарей для шуруповертов
остатки оцинковки
UPD.
Добавлено фото покрупнее
Краткое описание принципа действия и сборки:
Контактная сварка — процесс образования неразъёмного сварного соединения путём нагрева металла проходящим через него электрическим током и пластической деформации зоны соединения под действием сжимающего усилия. (Вики)
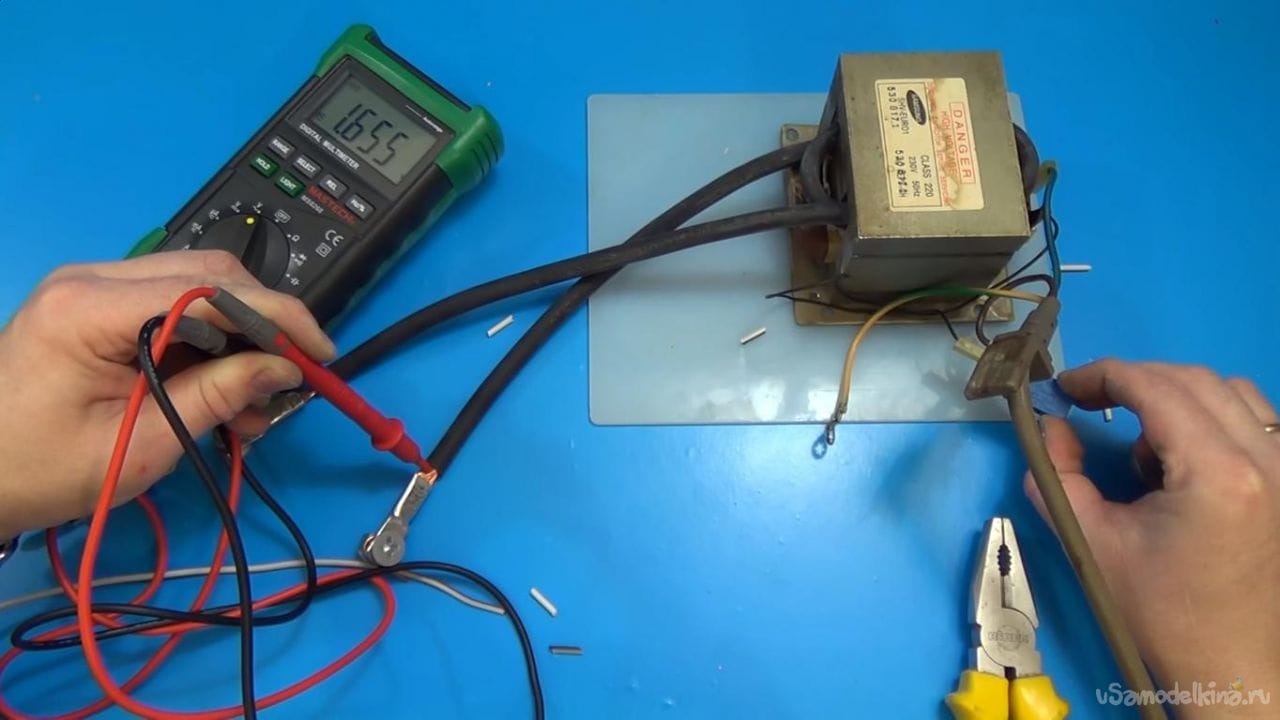
То есть нужен большой ток и усилие сжатия. В промышленных аппаратах усилие сжатия и ток регулируются электроникой, есть сварочники с гидравлическим сжимом. Самые простые те, где сжимаются руками, как в моем варианте. Еще необходим ток. Трансформатор от микроволновки позволяет заменить вторичную обмотку, вместо повышающей ставим понижающую. Напряжение большого значения не имеет, ток получается достаточный. При использовании бОльших трансформаторов возможно повреждение проводки, токи первичной обмотки в трансформаторе микроволновки в районе 15-20 ампер, хороший домашний вариант.
В промышленных аппаратах усилие сжатия и ток регулируются электроникой, есть сварочники с гидравлическим сжимом. Самые простые те, где сжимаются руками, как в моем варианте. Еще необходим ток. Трансформатор от микроволновки позволяет заменить вторичную обмотку, вместо повышающей ставим понижающую. Напряжение большого значения не имеет, ток получается достаточный. При использовании бОльших трансформаторов возможно повреждение проводки, токи первичной обмотки в трансформаторе микроволновки в районе 15-20 ампер, хороший домашний вариант.
Кроме силовой части, которая обеспечивает ток и иногда прижим, иногда необходима электронная часть. Можно поставить в первичную обмотку автоматический выключатель на 16А, как в подъездном щитке, и с помощью него руками «на глаз» задавать временную выдержку воздействия тока на.
Например так
Если хочется немного удобства, держать обе обеими руками то можно добавить кнопку. Но не каждая кнопка выдержит токи в 15 ампер, для этого можно использовать твердотельное реле или пускатель. Если катушка пускателя или вход твердотельного реле низковольтный, не 220В, то нужен блок питания. Такой вариант на следующей картинке.
Если катушка пускателя или вход твердотельного реле низковольтный, не 220В, то нужен блок питания. Такой вариант на следующей картинке.
Блок питания дает 12 или 24 или любое другое безопасное напряжение, оно через кнопку К включает реле/пускатель, ногой нажимать удобно и кнопка не выгорает.
При больших выдержках порядка 2-5 сек и больших деталях это допустимо. Но при сварке аккумуляторов обычно используются пластины 0,1-0,2мм толщиной и необходимы короткие выдержки порядка 0,01-0,1 сек. Такие выдержки сложно отработать руками, превышение времени выдержки это прожег пластины, а иногда и аккума, а они не дешевы.
Для повторяемости результата ставится электронный таймер, который формирует необходимые короткие выдержки.
На следующей картинке схема с таймером.
Итого почти самый продвинутый вариант — трансформатор с замененной вторичкой, таймер кнопка, блок питания, можно комбинировать по вкусу. Например если таймер на 220в то блок питания не нужен, но может поджариться нога, если на педали будет 220в.
Краткая инструкция по сборке:
-Найти микроволновку, разобрать, извлечь транс (он 2/3 веса микроволновки).
-Проверить, живая ли первичная обмотка, она обычно намотана более толстым проводом, прозвонить. Не включать! Возможно появление высокого напряжения на вторичной обмотке и корпусе трансформатора.
-Аккуратно удалить обмотку с самый тонким проводом, если толстая живая. Зажать в тиски, спилить ножовкой или любым другим не особо мощным инструментом, остатки выбиваются.
-Удалить шунты (пластины между первичной и вторичной обмоткой).
-Бывает еще несколько витков накальной обмотки. Ее тоже можно удалять.
-В освободившееся окно намотать вторичную обмотку. Для сварки аккумуляторов достаточно 35 квадратов меди, для более толстых материалов 70-100мм. Возможно придется снять заводскую изоляцию и изолировать термоусадкой/изолентой. Два-три витка обычно достаточно. Провод называется ПВ3*70 или провод сварочный. Может ПВ5*70, но таких не видел.
-Оконцевать провод. Обычно используют наконечники медные луженые, наконечники медные. Можно обжать или напаять их или и то и другое.
-Закрепить на концах провода электроды. Для сварки аккумуляторов достаточно 10 квадратов меди (ПВ3*10), Для более толстых металлов изготавливаются электроды из медного прутка большого диаметра, на концах заточены. Чем лучше соединение электродов и провода и чем короче провод тем больше ток и лучше сварка.
— Добавить таймер, кнопку, корпус по вкусу. Можно добавить на рычаг верхнего электрода светодиод, освещающий рабочую зону. Можно добавить еще одну обмотку на 3-5 витков и припаять к ней зуммер 5В (белый провод у меня на фото), он будет пищать при сварке.
Ссылка на проект протеус
drive.google.com/open?id=0B0G2PPYK72EgOXF4eDNxTkMtWkE
в протеусе не силен, но вроде работает.
ссылка на прошивку
drive.google.com/open?id=0B0G2PPYK72Egc1lfT0t2OHFyTUE
RV2 подстроить до 3в, ниже лог. 0 и идет команда сохраняться в память.
Мотор-энкодер, две кнопки чтоб крутить его, кнопка сработки и кнопка энкодера
порты В для индикатора — ABCDEFG-2345610
индикаторы у меня sc56-11gwa, то есть общий катод.
осциллограммы
в названии видно выдержку в сек.
В первой выдержка 0,01 сек, импульсы по одному вручную, правее 5 импульсов по 0,01
остальные все по 5 импульсов автоматом через паузу, равную выдержке.
ток короткого замыкания 1200А, напряжение хх 1.9В
Сварка батареи электровелосипеда
Это видео с прошлого сварочника, там 3 витка *35мм
Провод более тонкий и гибкий, суть та же.
Пластина 0,1*4мм
Точечная сварка своими руками из микроволновки
На чтение 4 мин. Опубликовано
Контактную сварку широко применяют во всех отраслях производства. Используют ее и в бытовых условиях для соединения металлических деталей.
Стоимость аппаратов, работающих по этой технологии, высока. Однако можно сделать точечную сварку своими руками из микроволновки.
Технология точечной сварки
Такой способ применяется для соединения металлических листов или приваривания деталей к металлоконструкциям. Технология используется в автомобилестроительной отрасли. Она позволяет создавать долговечные, надежные швы без деформации. Для выполнения стандартных операций подойдет созданный своими руками аппарат точечной сварки из микроволновки. Принцип действия самодельного устройства не отличается от такового у профессиональных приборов. Трансформатор снижает напряжение до допустимого значения, повышая силу тока до величины, необходимой для плавления металла.
Рекомендуем ознакомиться
Свариваемые детали размещают между электродами, подающими мощный импульс.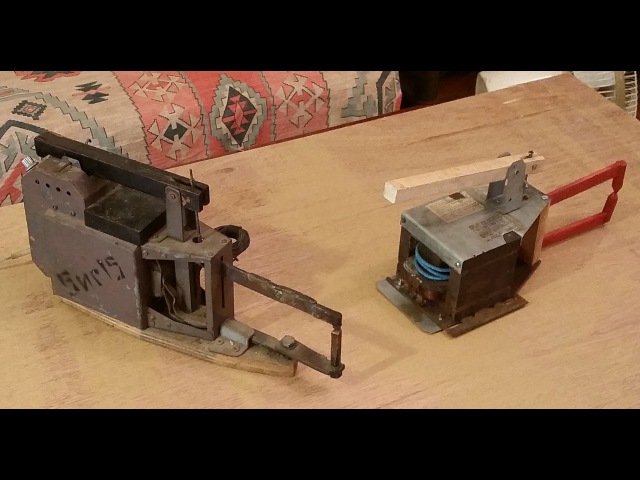 Соприкасающаяся с контактом точка нагревается, из-за чего металлические элементы соединяются. При правильном выполнении действий швы не имеют пустот, трещин или выступов. После завершения сварки одной точки начинается накопление заряда для следующего цикла.
Соприкасающаяся с контактом точка нагревается, из-за чего металлические элементы соединяются. При правильном выполнении действий швы не имеют пустот, трещин или выступов. После завершения сварки одной точки начинается накопление заряда для следующего цикла.
Схема самодельного устройства
Главный элемент сварочного аппарата – трансформатор, который вынимают из ненужной микроволновой печи. Бытовой прибор должен быть работоспособным. При изготовлении устройства для сварки толстых металлических листов в цепь включают 2 трансформатора, соединяемых обмоткой. Чтобы избежать возникновения ошибок, перед сборкой составляют чертеж, на который переносят все элементы конструкции. Можно воспользоваться готовыми схемами, позволяющими без труда собрать средство сварки из микроволновки своими руками.
Необходимые инструменты
Для создания сварочного оборудования потребуются следующие приспособления и материалы:
- доработанный трансформатор от микроволновки;
- аккумуляторы;
- медные провода увеличенного сечения и жгут кабелей небольшого диаметра;
- прижимные рычаги;
- подставка для размещения сварочного оборудования;
- струбцины или тиски;
- набор отверток;
- обмоточный материал;
- медные электроды, с помощью которых будут соединяться металлические детали;
- кнопка.

Какие электроды выбрать
Для выполнения точечной сварки используют плавкие элементы, которые можно сделать своими руками. Для этого потребуются медные прутья или жало паяльника. Сварочную проволоку подключают к кабелю аппарата через медный наконечник. Последний имеет ограниченный диаметр, не всегда позволяющий пропустить провод. Смазывание кабеля маслом упрощает задачу. После этого наконечник соединяют с электродом болтом.
Для точечной сварки рекомендуется выбирать электроды, изготавливаемые из меди или ее сплавов. Материал отличается минимальным сопротивлением.
Инструкция по сборке из микроволновки
Процесс сборки делится на 2 этапа:
- Формирование основания аппарата. Для этого применяют штангу, профиль или деревянные брусья. Один конец подставки прочно прикрепляют к корпусу саморезами. Второй край соединяют с нижним электродом и кабелем трансформатора. Для обеспечения большей прочности провод приматывают к основанию.
- Создание подвижной части оборудования, имеющей вид рычага. В качестве оси используют длинный гвоздь. Боковые стойки делают из профилей или брусков. Не допускается наличие расстояния между ними и основанием рычага. В противном случае снижается точность сварки.

Начинают работу с извлечения трансформатора из СВЧ-печи. Потребуется не вся деталь, а некоторые ее элементы – обмотка и магнитопровод. Расположенные с двух сторон шунты аккуратно удаляют. Они при создании сварочного аппарата не понадобятся. Трансформатор снабжают новой обмоткой, которую делают из многожильного кабеля. Провод накручивают в 2-3 витка. Если кабель имеет толстую оплетку, ее удаляют и заменяют изолентой. При необходимости устанавливают 2 трансформатора с общей обмоткой. После завершения этих этапов выполняют следующие действия:
- Устанавливают управляющий блок. Деталь обеспечивает непрерывную сварку металлоконструкций точечным способом.
- Изготовление и подключение электродов. Типы и размеры элементов выбирают с учетом эксплуатационных характеристик свариваемых деталей.
- Устанавливают готовую конструкцию в корпус. Можно воспользоваться старой бытовой техникой. Корпус должен быть устойчивым к воздействию внешних факторов.

Управление самодельным аппаратом
Чтобы прибор не вышел быстро из строя, нужно знать не только как сделать устройство, но и как работать с ним, какой режим выбирать. Управление аппаратом не вызывает затруднений даже у начинающего пользователя. Для работы применяют 2 элемента:
- Рычаг, отвечающий за расстояние между электродами. Правильный выбор параметра обеспечивает надежный контакт свариваемых деталей. Рычаг снабжают винтовыми элементами, повышающими силу сжатия. При подготовке аппарата к работе ручку отводят вверх, что предотвращает замыкание электродов. Для этого к рычагу прикрепляют пружину нужной жесткости.
- Выключатель. Отвечает за пуск тока на контакты. Выключатель подсоединяют к первичной обмотке трансформатора. Если деталь используется в качестве прижимного элемента, ее располагают на рычаге. Это освобождает вторую руку сварщика, позволяя придерживать свариваемые заготовки. Качество сварных швов повышается.
 Для этого к рычагу прикрепляют пружину нужной жесткости.
Для этого к рычагу прикрепляют пружину нужной жесткости.Сварное оборудование надежно закрепляют на рабочем столе, используя струбцины подходящего размера. Иначе при нажатии на рычаг аппарат смещается, что приводит к ухудшению качества соединения.
КОНТАКТНАЯ СВАРКА ДОМА [из микроволновки, инвертора, сварочного аппарата]
[Контактная сварка своими руками] – очень полезный навык.
При наличии в свободной продаже любых моделей инвертора, человек, планирующий сваривать в домашних условиях, имеет выбор – приобрести готовый аппарат или сделать его самостоятельно.
В этой статье мы рассмотрим, что это такое, продемонстрируем учебное видео по контактной сварке, дадим пошаговую инструкцию, как самостоятельно проводить контактную сварку и как можно сделать самодельный сварочный аппарат контактной сварки своими руками из микроволновки и использованных автомобильных аккумуляторов.
Контактная сварка – технология и процесс
Владельцы частных домов, автомобилисты и не только нуждаются в проведении сварочных работ.
В домашних условиях или в условиях небольшой мастерской применение сварочного инвертора для соединения металлических частей вполне по силам.
Принцип его действия заключается в том, что при помощи электрического тока металл разогревается, расплавляется и застывает, образуя сварной шов.
Для фиксации и предотвращения сдвигания, свариваемые детали сжимаются при помощи электродов, по которым подается электрический ток.
Для работы в домашних условиях потребуются мощные источники питания, что влияет на перегрев бытовой проводки.
Перед проведением работ следует убедиться в качестве проводки и, по возможности, заменить ее на новую.
При контактной точечной сварке две заготовки соединяются по поверхности прилегающих краев.
Такая технология подходит для тонких листов, деталей маленького размера и металлических прутов толщиной до 5 мм.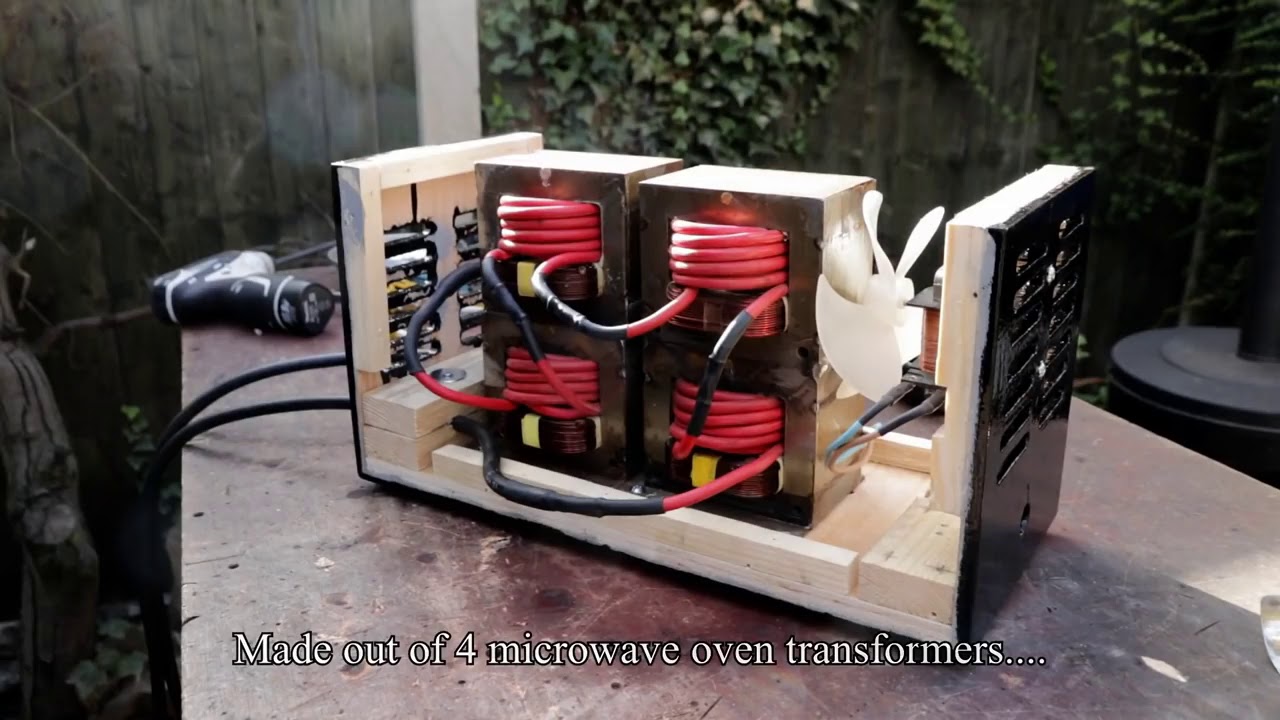
Видео:
Используют три вида соединения поверхностей: с помощью сопротивления, прерывистого оплавления или непрерывного оплавления.
Для сварки сопротивлением подготовленные заготовки или листы фиксируют и нагревают сварочным током до плавления.
Способ применим для следующих металлов:
- низкоуглеродистая сталь;
- цветной металл;
- соединения меди с латунью и сталью.
Ввиду жестких требований к температурному режиму и отсутствию примесей в местах соединения, этот способ используется редко.
При непрерывном оплавлении заготовки, используются клещи или иные фиксаторы детали, соединяют при включенном токе, после плавки краев соединяемых деталей проводится осадка и выключение подачи тока.
Этот способ наиболее применим для труб с тонкими стенами. Допустимо соединение разных по структуре заготовок.
Основной плюс – высокая скорость работы, серьезный минус – вытекание и угар металла по сварному шву.

Прерывистое оплавление происходит при поочередном плотном и неплотном контакте заготовок во время включенного тока.
Клещи зажима обеспечивают замыкание сварочной линии в месте соприкосновения заготовок до достижения ими температуры 900-950 градусов по Цельсию.
Такой способ применяется в случае, если исходной мощности аппарата не хватает для обеспечения непрерывного оплавления.
Таким образом, контактная сварка состоит из следующих шагов:
- Подготовка поверхностей к соединению (зачистка, выравнивание контура).
- Совмещение краев и фиксация заготовок под сварочным аппаратом.
- Подача электрического тока.
- Прогревание и оплавление под его действием краев деталей.
- Осадка и выключение тока.
Рассмотренные выше способы контактной сварки отличаются фиксацией заготовок и подачей тока, в целом, процесс сварки схож.
Для домашней контактной сварки можно сконструировать самодельный аппарат.
Видео:
 youtube.com/embed/2fkSOEFKUhI» allowfullscreen=»allowfullscreen» frameborder=»0″/>
youtube.com/embed/2fkSOEFKUhI» allowfullscreen=»allowfullscreen» frameborder=»0″/>
Его основные рабочие узлы – сварочный зажим и блок подачи напряжения на конденсаторах, к низковольтной обмотке которого присоединяется электрод.
Второе крыло зажима служит опорой или соединяется (в зависимости от крепления аппарата) с заготовкой, имеющей больший размер.
Видео инструкция по контактной точечной сварке представлена выше.
Сварочный аппарат из микроволновки
Прибор для точечной контактной сварки можно изготовить самостоятельно, использовав трансформатор от микроволновки.
При изготовлении такого сварочного прибора нужно взвесить, что будет дешевле – осуществить покупку инвертора или сделать самостоятельно, применив трансформатор из ненужной микроволновки.
Трансформатор – самая дорогая деталь нашего будущего самодельного прибора. Все остальные расходники – провода, кожух и основа, на которую будет производиться крепление, будут практически в любой мастерской.
Нам потребуется мощность трансформатора не менее 1 кВт. С помощью сварочного аппарата, использующего такой трансформатор, реально делать точечную сварку листов до 1 мм.
Удвоение мощности трансформатора позволит работать с листами до 1,8 мм толщиной. Трансформатор современной микроволновки может быть мощностью до 3 кВт.
При необходимости можно использовать два и три трансформатора. Эта цепь позволит увеличить мощность подаваемого тока.
Требуется вынуть трансформатор из металлического кожура и избавится от шунтов для ограничения тока и вторичной обмотки.
Микроволновая печь использует высокое напряжение, поэтому на первичной обмотке трансформатора присутствует меньшее количество петель, чем на вторичной.
Из-за этого появляется разность потенциалов. Наша задача – изменить вторичную обмотку, приспособив ее под цели контактной сварки.
Тщательно зачистите трансформатор от остатков вторичной проводки и шунтов, при необходимости используйте металлическую щетку или длинный узкий предмет (например, отвертку).
Нетронутой останется только первичная обмотка, вторичную будем делать заново.
Учитывая высокое напряжение, берем многожильную электрическую проводку с сечением не менее одного квадрата.
Видео:
Если будет использоваться цепь из двух или более трансформаторов, то выводы всех вторничных обмоток от них сводим в одну.
Когда использован один трансформатор, то корпус для него можно приспособить из той же микроволновой печи, уменьшив ширину и длину.
Для системы трансформаторов кожух можно сделать из железного листа, снабдив его изолирующим слоем. Вторичная обмотка формируется 2-4 витками провода.
Однако, толстый слой изоляции, в которую упакован провод, не даст загнуть его по катушке.
Поэтому вынимаем провод из изоляции и в качестве изоляционного покрытия мы сможем применить обычную гибкую изоленту.
Двумя-тремя петлями провода мы добьемся напряжения в 2 Вт.![]()
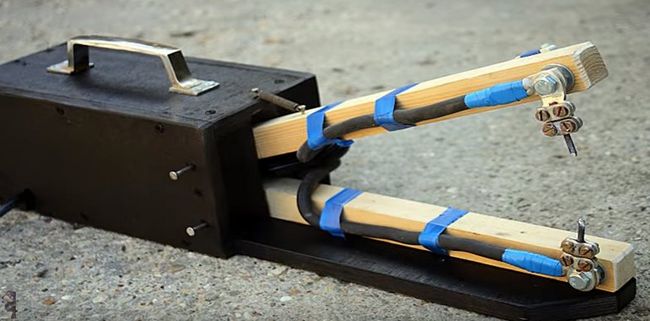
Для подвода тока к месту сварки создаем рычажный механизм, один рычаг которого жестко закреплен на основной поверхности (для удобства контактной сварки на этой же поверхности можно закрепить с помощью струбцин и трансформатор в кожухе).
Второй рычаг при опускании будет сдавливать детали. Выключатель вводим в цепь первичной обмотки и устанавливаем на верхний рычаг.
Это позволит одновременно сжимать деталь и пускать ток. Клещи в этом случае не используются, а сами наконечники предварительно паяются с проводами для предотвращения окисления.
При точечной сварке будем использовать стержни из меди толщиной больше, чем диаметр провода. В процессе работы их нужно подтачивать и при необходимости менять.
В ходе работы деталь зажимается с помощью рычагов между двумя электродами и пускается ток.
Сварочный аппарат из аккумуляторов
При сварочных работах с помощью электрического сварочного аппарата бытовые электросети терпят существенную перегрузку.
Длительная контактная сварка может привести к расплавлению электропроводки или выходу из строя бытовых приборов. Питание сварочного аппарата можно произвести от автономного источника электроснабжения.
Питание сварочного аппарата можно произвести от автономного источника электроснабжения.
Видео:
В этом качестве может выступать переносная станция (генератор, работающий на бензине или дизеле), что весьма накладно, а можно источник тока сделать самостоятельно.
Понадобится несколько автомобильных аккумуляторов, вполне допустимы бывшие в употреблении. Идеально, если они будут одной емкости.
Тогда сила тока будет рассчитываться, как 1/10 емкости аккумулятора. Если собраны приборы разной мощности, то для расчета понадобится самая маленькая емкость.
Сделаем цепь из последовательно соединенных аккумуляторов, скрепив соответствующие «плюсы» и «минусы» с помощью проводов и кусачек или, что еще лучше, проводами для прикуривания.
Можно использовать также любые клещи. От свободного «минуса» выводим провод на электрод, который зажимаем в клещи, а от свободного «плюса» на рабочую пластину, в цепь рекомендуется поставить реостат.
Получившийся сварочный аппарат для точечной сварки из автомобильных аккумуляторов готов и может быть использован вдали от источника электроэнергии.
К нему можно сделать самодельное устройство для зарядки. Данный вариант может быть успешно использован опытными сварщиками и не рекомендуется для получения навыков сварки.
Как показано в статье, точечная самодельная контактная сварка вполне доступна. Мы рассмотрели варианты и технологию контактной сварки.
Приведенная информация поможет получить начальные навыки контактной сварки и обеспечить создание сварочного инвертора для точечной сварки самостоятельно из подручных средств.
Сварочный аппарат из микроволновки своими руками: как сделать для контактной сварки, схема и инструкция
Интересуетесь, как сделать сварочный аппарат из микроволновки в домашних условиях на базе трансформатора устаревшей СВЧ печи без крупных вложений и специального оборудования по отработанной схеме? Подскажем. Самоделка в импульсном режиме даёт 5-кратное увеличение мощности, ампераж возрастает в 200 раз. Площадь взаимопроникновения до Ø 10 мм.
Самоделка в импульсном режиме даёт 5-кратное увеличение мощности, ампераж возрастает в 200 раз. Площадь взаимопроникновения до Ø 10 мм.
Источник трансформатора печь СВЧ
Контактная сварка из микроволновки без регулировки силы переменного тока с производственным аппаратом не сравнится, но в рамках бытовой надобности справится с работой не хуже.
Базовый элемент устройства трансформатор. Поиск и приобретение фабричного изделия необязательны, если есть бывшая в употреблении микроволновая печь большой мощности.
Принципиальная схема сборки в обоих случаях однотипна. Визуальный критерий выбора микроволновки для разборки – габариты. Мощность трансформатора жёстко увязана с объёмом.
Коэффициент трансформации в этом случае обеспечит увеличение входного напряжения достаточной величины:
- мощность в 1 кВт обеспечит сварку листов в 1 мм,
- 2 кВт – 1,8 мм.
Потребление напряжения холостого хода незначительно: в пределах 3 В, влияние на глубину и качество проплава не оказывает. Скоростное соединение деталей под давлением для устранения зазора термоэлектрическим методом относится к экономичным и безопасным.
Скоростное соединение деталей под давлением для устранения зазора термоэлектрическим методом относится к экономичным и безопасным.
Демонтаж трансформатора магнетрона без повреждений – полдела. Необходимо проверить целостность первичной обмотки, которая станет рабочим органом. Вторичная обмотка повышающая, выполнена из провода меньшего сечения, количество витков увеличено.
Разборка трансформатора
Извлечённый с места установки с помощью отвёртки трансформатор-донор для сварочного из микроволновки мощностью 0,8–1 кВт ценен магнитопроводом и первичной обмоткой. Демонтаж вторичной обмотки упрощается, если магнитопровод разделить на 2 части по сварному шву.
Но стоит учесть 2 момента:
- в большинстве случаев откроется первичная обмотка, которую из-за плотности посадки снять и установить повторно будет затруднительно,
- резка шва и восстановление целостности сердечника точные операции, лучше обойтись без упрощения, если нет уверенности.
Безопасное освобождение окна без разделения корпуса предусматривает следующие операции:
- Закрепление трансформатора в тисках либо прижатие к верстаку струбциной.
- Между обмотками установить деревянные прокладки, гофрокартон.
- Остро заточенной стамеской срубается наружная чисть вторичной обмотки. Рекомендации по спиливанию ножовкой менее удачны – придётся разрывать проволочки, потерявшие лаковый слой пропитки.
- Шунты для ограничения силы тока удаляются за ненадобностью.
- Плотно забитые провода в окнах высверливаются в несколько приёмов дрелью без касания сверлом стенок корпуса.
- Остатки удаляются плоскогубцами и выколоткой без излишних усилий.
Заключительные действия направлены на окончательную очистку проходов под внедрение проводника большого сечения. Пользуемся только ручным механическим инструментом, чтобы избежать травмирования поверхностей изоляторов.
Подбор кабеля на вторичку
Подбор материала ведётся на основе опыта самодельщиков, расчёты не понадобятся.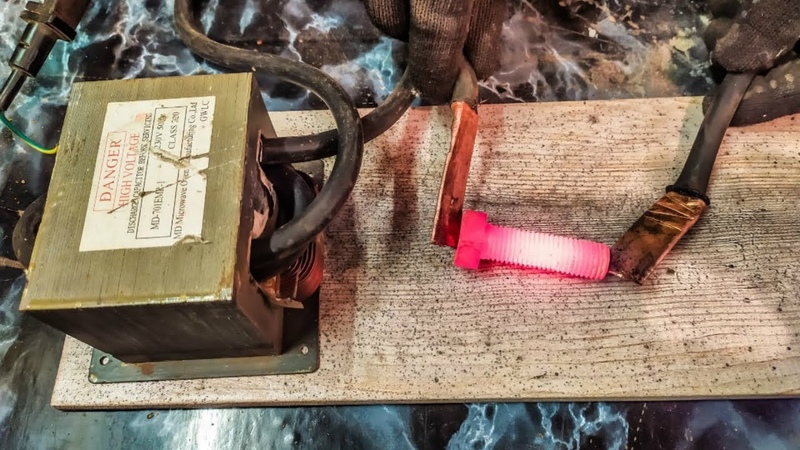 Промер окон даст понятие о необходимом сечении проводника. Достаточно сделать 1,5–3 оборота, чтобы выходной ток достиг величины порядка 1000 А.
Промер окон даст понятие о необходимом сечении проводника. Достаточно сделать 1,5–3 оборота, чтобы выходной ток достиг величины порядка 1000 А.
Многожильный кабель предпочтительнее пучка отдельных проводников. Мягкий провод в изоляции с высокими характеристиками синтетической плёночной изоляции и верхнего слоя толщиной 1,2 мм предпочтительнее провода в шланговой резине, который и протягивать трудно, и толщина защитного слоя в 2,2 мм отнимет много места.
Потребуется приобрести 2 м медножильного мягкого кабеля с показателем суммарного сечения жил не менее Ø 10 мм типа КГ 1х35 (ориентируйтесь на 70 мм2). Какие паспортные характеристики проводника понижающей обмотки важны при выборе:
- долговременная эксплуатация под напряжением до 1000 В,
- продолжительная нагрузка 300А,
- перенесение кратковременных импульсов до 1200 А,
Добавление новой обмотки
Ограничение пространства окон потребуют ухищрений. Облегчение скольжения обеспечивается наложением на внутренние поверхности сердечника 2 слоёв скотча. На углах дополнительные накладки. Нанесение продольных полос парафином на проводник увеличит скольжение.
На углах дополнительные накладки. Нанесение продольных полос парафином на проводник увеличит скольжение.
Прокладки из текстолита, если не сохранилась оригинальная изоляция внутри сердечника, будут на пользу. Не забудьте посадить на клей!
Протяжённость кабеля учитывает метраж выводов, и дополнительное удлинение для удобства натяжения при протяжке и укладке по месту. Величина сечения компенсирует уменьшение количества витков.
Максимальное количество витков не превышает 3. Точность расчёта укладки и протяжки обеспечит равную длину выводов. Первый виток фиксируется встречными деревянными клиньями. В дальнейшем трение воспрепятствует скольжению и сдвигу. Натяжением устраняем слабину. Борьба за укорачивание провода – это увеличение тока за счёт снижения сопротивления проводника.
Манипуляции с изменением соотношения количества витков при начальной мощности трансформатора в 0,8 кВт меняют показатели напряжения и тока в десятки раз. Контрольные показатели катушки в сборе укладываются в рамки:
Контрольные показатели катушки в сборе укладываются в рамки:
- разбег величин напряжения холостого хода – 1,5–3 В,
- импульсный ток min – 800 А.
На этом этапе заботимся об установке защитного кожуха и заземления.
Желание удвоить, утроить мощность осуществляется включением дополнительных сборочных единиц. Вариант с упрощением предусматривает последовательное соединение вторичных обмоток. Корректность соединения проверяется прозваниванием цепи во избежание короткого замыкания.
Точечная сварка своими руками из микроволновки с двумя трансформаторами подчиняется простым правилам сложения: ампераж на выходе при последовательном соединении суммируется. Импульсный сварочный ток так же складывается, но минусуются потери сопротивления электроцепи.
Требуется соблюдение следующих условий при объединении трансформаторов:
- количество витков вторичных обмоток уравнивается,
- во избежание противофазы с падением напряжения до нулевой отметки согласовывается направление витков.

Второй способ соединения мощности в единый блок представлен на фото ниже. Следуем тем же правилам последовательного соединения, но одним проводом. Трудоёмкость протяжки и укладки выше.
Трансформаторы с превышением силы тока в 2000 А предназначены к подключению в промышленную сеть. Бытовая сеть не рассчитана на такие нагрузки.
Определение правильности последовательного соединения трансформаторов
Выводы перемотанных сблокированных устройств точечной сварки из микроволновки могут оказаться без заводской маркировки. Тестирование правильности соединения проводится по шаблонной методе:
- Последовательно соединяются пары первичных и вторичных обмоток.
- На коллективный вход подаётся напряжение, на выходе устанавливается вольтметр переменного напряжения.
- Превышение показателя сети говорит об ошибке сборки – спарены разноимённые выводы: идёт обратный процесс, вторичные обмотки повышают, на первичках падение напряжения.
- Отсутствие напряжения – одно из парных соединений выполнено верно, другое – одноимёнными клеммами, Порядок подключения следует изменить.
- Параллельность соединения выразится в удвоении мощности при показателе напряжения, равным сетевому.
- Корректное подключение даст на выходе сумму расчётных 3–6 В.
Электроды
Подбор материала электродов ограничен медью и сплавами. Торговая сеть предлагает промышленные изделия из бронзы, латуни всевозможных конфигураций. Они предназначены для интенсивного использования, быстрой замены. Державки придётся искать или заказывать под посадочные места.
Самостоятельное изготовление из прутков, адаптация жал паяльников подчиняются требованиям целесообразности:
- Соответствие размера сечению провода понижающей обмотки.
- Форма наконечника выполняется с учётом того, что площадь ядра сварки увеличивается относительно поверхности контакта до 3 раз.
- Величина усилия сказывается на способе крепления, формировании оголовка: металлический рычаг клещевого типа развивает давление более 100 кг.
- Ориентация электродов завязана с родом деятельности: сварку внахлёст ведут встречными электродами, аккумуляторов – расположенными параллельно.
- Минимизация диаметра конца электрода допускает снижение усилия сдавливания при хорошем качестве соединения.

Таблица размерного ряда электродов для сварки внахлёст конструкционных сталей. В скобках указаны размеры для сварки сплавов алюминия и меди:
| Потребная глубина сварки | Размеры электродов | ||
| Ø тела электрода | Ø спущенного конуса | R сферы | |
| 0,5–0,8 | 12 (16) | 4 | 20 (35) |
| 1–1,2 | 14 (18) | 5 | 30 (50) |
| 1,5 | 16 (20) | 6 | 50 (75) |
| 2 | 20 (25) | 8 | 70 (100) |
| 3 | 24 (32) | 12 | 100 (150) |
Мастеру-самодельщику есть резон остановиться на резьбовом соединении. Жёсткой посадки в домашних условиях добиться сложно. Стяжка болт-гайка с фрезерованными лысками под ключ в этом случае лучший выход.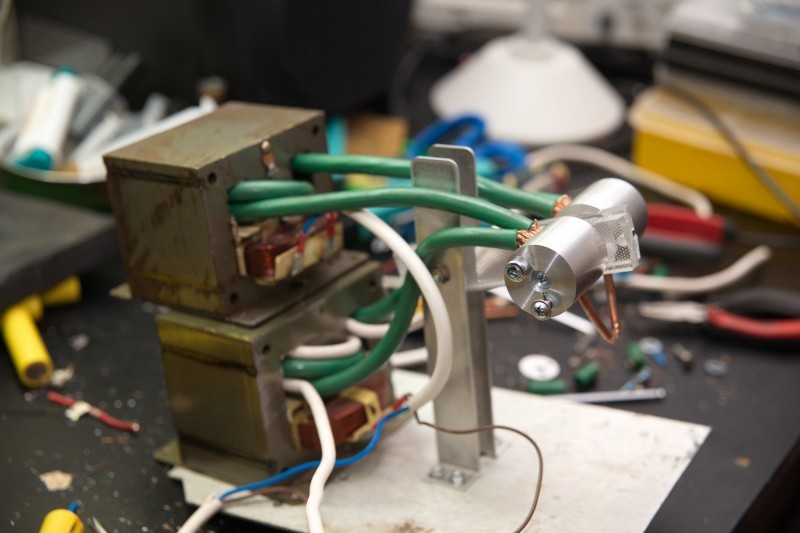
Альтернативой такому соединению выступает аналог с креплением наконечника к электроду винтовой парой. Этот вариант позволит сэкономить по крайней мере 2 соединительных узла. Величина отверстия превышает диаметр винта не более 0,5 мм. Трудоёмкость изготовления компенсируется надёжностью стяжки.
Концы электродов протачивают на конус. Точки контакта не заостряют, оформляют сферическую поверхность. Шаровый профиль менее поддаётся подгоранию при проскакивании искр разряда, вызванных недостаточным сжатием. Восстанавливается чистота и целостность рабочих зон округлыми движениями напильника.
При планировании активной эксплуатации устройства точечной сварки из микроволновки в качестве производственного оборудования по ремонту автомобилей, другом виде бизнеса, оправдан заказ дублирующих пар электродов. Срок жизни расходных электродов из красной меди короток.
Установка
Важнейшим пунктом выполнения инструкции по изготовлению, эксплуатации точечной сварки из микроволновки есть и будет сокращение протяжённости проводников и плотность соединений.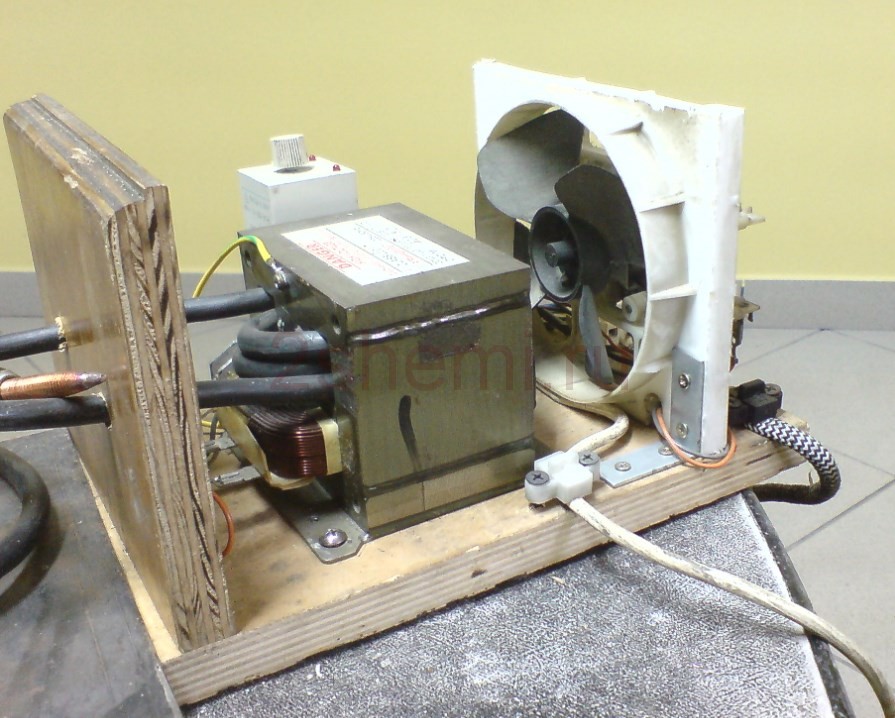 Эти факторы – постоянный источник потерь мощности.
Эти факторы – постоянный источник потерь мощности.
Если сокращение длины токонесущих составляющих выполняется на этапе изготовления, количество узлов соединений сокращается до минимума, то оставшиеся разборные контакты и неподготовленные достаточным образом долговременные соединения – источник постоянных потерь.
Обжимные соединения
То, что хорошо для линейных схем, в сварочном аппарате из микроволновки своими руками даёт осечку. Превратим обжим медного наконечника на проводе из очага роста сопротивления в подобие монолита в два дополнительных шага, благодаря чему наконечник и проводник становятся одним целым:
- лужение зачищенного конца кабеля тугоплавким припоем на полную глубину,
- пайка медью после обжима по кругу.
Сплачивание электрода с инвентарным наконечником ведётся резьбовой парой из сплава меди. Шайбы из этого же металла. Полнота отверстий электрода и наконечника относительно болта минимальна.
Резьба при длительном напряжении имеет свойство тянуться. Ослабляйте затяжку по окончании работы.
Нижний опорный электрод крепится неподвижно к основанию агрегата. Если основа металлическая, прокладка из диэлектрика обязательна. Подвижный верхний крепится на рычаге, обеспечивающем прилегании деталей без зазора за счёт физического усилия.
Возникает вопрос о соосности электродов. Ось и втулка рычага выполняются без люфта во избежание расхождения центров, иначе расплавления заготовок не произойдёт. При упрощении конструкции втулка подгоняется под размер стяжного болта.
Органы управления и контроля
Контрольный орган у сварочного аппарата из микроволновки один – светодиод, предупреждающий, что на сварочное устройство подаётся электроэнергия. Забота о безопасности – вопрос первостепенный. Управление осуществляется силовым рычагом и кнопкой периодического включения.
Длина плеча рычага определяет прилагаемое усилие. Для мощного агрегата применяют трубу прямоугольного сечения. Отношение расстояния ось-электрод к длине рычага показатель кратности увеличения давления.
Возвратный механизм в исходное положение – пружина или резина. Опорная платформа в этом случае усиливается. Принимаются меры воспрепятствования опрокидыванию: к верстаку конструкция крепится струбцинами, саморезами.
Микропереключатель монтируется на рукоять, чтобы высвободить вторую руку. Подключается прерыватель только к цепи первичной обмотки. В момент создания достаточного давления палец касается включателя – подаётся ток.
Пользователь визуально оценивает результат проплавления, ориентир – изменение цвета точки контакта. Ослабление нажатия на кнопку прерывает подачу энергии. Кратковременность включений не исключает перегрева агрегата.
Электроды, трансформатор, проводники работают в экстремальных условиях. Перерывы на охлаждение либо принудительное вентилирование – необходимость.
Загрузка…
Точечная сварка из микроволновки | Самоделки своими руками
Самоделка из хлама — точечная сварка из трансформатора от микроволновки, фото и подробное описание изготовления самоделки.
Понадобилась точечная сварка для сварки тонкой нержавейки и оцинковки толщиной до 1 мм. Как раз случайно на металоприёмке, нашёлся трансформатор от микроволновки, решил из него сделать сварочный аппарат.
Далее на фото показан подробный процесс изготовления точечной сварки из микроволновки.
Вначале ножовкой по металлу, срезаем с трансформатора, высоковольтную обмотку (ту где тонкий провод) и удаляем ее. Дополнительно я положил прокладки из стеклотекстолита
На вторичную обмотку мотаем полтора витка гибкого провода сечением 70 квадратных миллиметров и напаиваем наконечники.
Теперь закрепляем трансформатор на подходящей подставке — силуминовая крышка от какой то аппаратуры. И из кусочков квадратной трубы и обрезков текстолита делаем стойки для оси подвижного электрода. Ось должна быть изолирована от подставки.
Из круглой железки и двух шестигранников с отверстием, делаем держатель неподвижного электрода.
Крепим его на подставку и закрепляем неподвижный электрод. Вот что у нас получилось.
Делаем рычаг, где будет крепиться подвижный электрод. Ручка-шарик клеится на эпоксидке.
Крепим на место рычаг и подвижный электрод.
Привинчиваем стойки, на которые будет крепиться плата управления. Стойки готовые-от какого то старого блока. К ним крепим так же компьютерный разъем для сетевого шнура.
К двум другим стойкам крепим вентилятор от компьютера.
А на рычаг приделываем кнопку, будет включаться сварочный ток.
Из обрезка текстолита, делается крепление возвратной пружины.
Теперь самое время заняться схемой управления. Слепил ее из того,что было под рукой. Тиристоры на 25 ампер. Схема обеспечивает включение сварочного тока нажатием кнопки и автоматическое отключение после выдержки времени. Выдержка регулируется от 0 до 4 сек.
Вот детали для схемы управления.
Плата готова.
Закрепляем выключатель и переменный резистор с помощью обрезка пластмассы.
Теперь закрепляем плату управления,подключаем весь проводной монтаж и жгутуем его.
Коробку сделал из корпуса от видика, собираем с помощью заклепочника.
Напряжение холостого хода получилось 1.8 вольта. Пробуем сварить два кусочка оцинковки толщиной 1 мм. Качество сварки отличное-точка сварки рвется с мясом по металлу. Выдержка времени была 3 секунды.
Электроды и провод вторички, заметно греются после 10 ка точек, но это если сваривать непрерывно. Для моих применений более чем достаточно.
Первичка и железо трансформатора не греется вообще. Конечно агрегат не для работы на потоке, но мне он уже хорошо помог-сварил им кожухи на два блока управления на заказы.
Автор самоделки: Валентин. г. Тверь. samodelki-n.ru
пошаговая инструкция своими руками, что можно сделать для самодельной дуговой сварки от трансформатора СВЧ-печи – Виды сварочных аппаратов на Svarka.guru
Сварочный аппарат точечного действия можно использовать при ремонте различных бытовых приборов в квартире и частном доме.
Если позволяют возможности, можно приобрести бытовой агрегат для контактной сварки небольшой мощности, однако гораздо приятнее изготовить его самостоятельно, сэкономив время и средства для более полезных занятий.
При желании, подобный аппарат можно изготовить из подручных материалов. Исходя из этого, тема данной статьи – «контактная сварка из микроволновки своими руками пошаговая инструкция».
Принцип
По большому счету, самодельные сварочные трансформаторы, изготовленные из микроволновых печей, не имеют принципиальных отличий от устройства заводского производства. Основное отличие заключается в реализации конструкции, где применяются материалы, находящиеся под рукой. Основными элементами самодельного устройства являются:
- Управляющий блок;
- Автоматический выключатель;
- Сварочный трансформатор;
- Зажимающие электроды;
- Блок питания.
Принцип действия любого прибора, независимо от условий производства, заключается в воздействии тока значительной силы на место соединения.
[stextbox id=’info’]Любопытно, что на качественные характеристики шва абсолютно не влияет уровень напряжения. В некоторых моделях данная величина не превышает 3В.[/stextbox]
Соединяемые элементы помещают между двумя электродами. Сварка происходит вод воздействием электрических импульсов, которые сопровождаются значительным выделением температуры. Перед поступлением на электроды, ток проходит через блок питания и трансформатор, в котором создаются условия, необходимые для проведения сварки изделий. Сам процесс характеризуется коротким интервалом воздействия на место соединения, в течение которого происходит значительный выброс электрической энергии, расплавляя металл в зоне контакта.
Порядок работы
Промышленный сварочный аппарат обладает не только хорошим качеством, но и высокой стоимостью, которая далеко не каждому по карману, особенно если эксплуатация устройства носит непостоянный характер. Чуть позже можно увидеть, что можно сделать из трансформатора от микроволновки и ее составляющих. Очередность создания самоделки выглядит следующим образом.
Извлечение
Средняя модель СВЧ печи обладает преобразователем, мощностью 700-900Вт. Данного трансформатора от микроволновки более чем достаточно для сварки тонкостенных элементов незначительной толщины.
Этот узел относится к категории повышающего типа. Он способен вырабатывать достаточно высокое напряжение, с целью обеспечения питания магнетрона, условия эксплуатации которого, требуют особых условий.
В связи с этим, трансформаторы в микроволновых печах отличаются меньшим количеством витков на первичной обмотке, и большей на вторичной.
Следует соблюдать особую осторожность при демонтаже трансформатора. Не следует использовать для этих целей молоток, долото, либо прочие инструменты интенсивного механического воздействия.
Изготовление нового
После извлечения трансформатора можно приступить к его модификации, для соответствия требованиям сварочного оборудования. В первую очередь необходимо удалить вторичную обмотку, ввиду ее ненадобности. Вместе с ней следует удалить все ограничители силы тока, если таковые будут в наличии.
Следующим этапом будет создание новой вторичной обмотки. С этой задачей лучше всего справятся профессиональные намотчики трансформаторов, особенно в случая отсутствия базовых знаний о том, как перемотать трансформатор.
[stextbox id=’info’]Сечение провода для намотки трансформатора должно быть не менее 1 см. Экономия на данном этапе может привести к коту, что все последующие действия окажутся напрасными.[/stextbox]
После завершения намотки новое устройство должно вырабатывать ток с силой около 1000 А. В этом случае результат можно считать успешным.
С целью увеличения производительности практикуют изготовление сварочных трансформаторов из двух одинаковых.
Объединение
Для работы с толстостенным металлом два или более трансформаторов объединяют в единую сеть. Использование сразу нескольких узлов практикуют при малой мощности трансформатора в микроволновой печи.
Контакт осуществляется с помощью электродного соединения. Процесс объединения требует повышенного внимания – в случае ошибки агрегат ожидает короткое замыкание внутри цепи.
Технологический процесс
С технологической точки зрения, идеальным решением будет намотка тороидального трансформатора своими руками. Высокая себестоимость преобразователей данного типа обусловлена сложностью их создания. Кроме того, сердечники и внутренности лабораторных автотрансформаторов встречаются довольно редко, потому их применяют не так часто, как хотелось бы домашним умельцам.
Однако следует помнить, что не обладая опытом изготовления данных устройств вероятность впустую потратить дорогостоящий провод стремится к единице, несмотря на то, что тороидальные трансформаторы своими руками – это лучший прибор для контактной сварки, который только можно придумать: он отличается повышенной устойчивость к перегрузкам и обладает отличными внешними характеристиками.
Определение правильности последовательно присоединенных проводов
Наиболее надежным методом определения выводов является создание схемы – она поможет соблюсти правильную последовательность подключения и существенно упростит процесс технического обслуживания и ремонта.
[stextbox id=’info’]В процессе сборки соединения не обойтись без вольтметра, который укажет напряжения на обмотках.[/stextbox]
Создание корпуса
В качестве корпуса будущего аппарата допустимо использование защитного кожуха старой микроволной печи, который подвергают некоторой обработке:
- В местах расположения автоматического выключателя и силовых кабелей вырезают отверстия подходящих размеров.
- Выполняют восстановление лакокрасочного покрытия поверхности корпуса.
- Надежно фиксируют все внутренние элементы сварочного агрегата.
- Присоединяют провод для подключения к сети.
Выбор электродов
При подборе электродов следует помнить основное правило – их диаметр должен быть больше, чем величина сечения провода. Кроме того, необходимо помнить следующее:
- Заточка электродов. Процесс эксплуатации сопровождается изменением формы, электродов. Поэтому периодически необходимо проводить шлифовку формы для сохранения качества соединения. В случае невозможности восстановления геометрии электрода, они подлежат замене.
- Увеличение длины соединительных проводов ведет к потере мощности.
- Очистка медных наконечников. Необходимо проводить данную процедуру не реже чем раз за два месяца. В противном случае возможна потеря производительности.
Испытания
После завершения сборочных работ необходимо убедиться в надежности конструкции аппарата и его соединений. После этого выполняется проверка с помощью универсального цифрового мультиметра.
В случае положительного результата всех исследований можно выполнить пробный запуск сварочного агрегата для контактной сварки. Дальнейшая проверка заключается в подробном изучении свойств полученного неразъемного соединения. На нарушение работы будут указывать следующие дефекты:
- Низкая степень проварки шва. Причиной является недостаточно сильное температурное воздействие на место соединения. Причинами могут быть перебои напряжения сети, низкий сварочный ток или плохое качество подготовки свариваемых элементов.
- Пережег соединения. Является следствием нарушения формы электродов, их смещения в процессе работы или попадания посторонних частиц в зону сварки.
- Сколы и трещины. Как правило, они появляются в случае слишком быстрого охлаждения шва.
Процесс эксплуатации
Поскольку сварка считается работой повышенной опасности, в процессе эксплуатации следует соблюдать определенные правила:
- Перед началом рабочего цикла необходимо проверить фиксацию электродов. Их смещение приведет к снижению качества соединения.
- Соблюдайте температурный режим. Для дополнительного охлаждения рекомендуем установить несколько дополнительных вентиляторов в корпус.
- Выбирайте режим соединения с учетом свойств материала. Лучше всего осуществлять визуальный контроль над рабочим процессом.
Заключение
Не стоит избавляться от старой микролновой печи. С помощью ее трансформатора можно сделать не только аппарат для контактной сварки, но полноценный агрегат для дугового способа выполнения работ. Перед началом работ настоятельно рекомендуем изучить нормативные документы по охране труда и технике безопасности, связанные с рассматриваемой технологией.
[stextbox id=’info’]Сварщик-любитель Шаповалов Анатолий Геннадьевич: «Я люблю конструировать различное оборудование в домашних условиях. Изготовление аппарата для контактной сварки из СВЧ-печи заняло всего два дня, с учетом закупки электродов. В основном использую ее для соединения алюминия. Качество ничуть не хуже, чем сварка цеховым аппаратом».[/stextbox]
[stextbox id=’warning’]Также читайте на нашем сайте статьи о самостоятельном изготовлении:
Контактная сварка своими руками из микроволновки
Контактная сварка своими руками из микроволновки: сварочный аппарат из трансформатора
активно применяется в разных отраслях промышленности уже много лет. Не менее актуальна она в домашних мастерских, ремонтных цехах и гаражах, где ее успешно реализуют умельцы своими силами для выполнения разнообразных операций, связанных с металлом.
Стоимость серийного оборудования для подобных технологических операций довольно высока, но агрегат для контактной сварки может быть сконструирован .
Коротко о технологиях точечной контактной сварки
Технология контактной представляет собой особый метод соединения металлозаготовок в виде листов проката или приваривания разного рода штучных изделий к металлоконструкциям. К примеру, болтов, шайб, заклепок и т.п.
Наиболее широко контактное сваривание применяется на промышленных предприятиях автомобилестроения, самолетостроения и приборостроения, так как позволяет создавать надежные и долговечные сварные швы без дефектов, риска деформации поверхностей в процессе или после сварки.
Для выполнения бытовых операций с металлическими изделиями подойдет самостоятельно изготовленная из микроволновки. Она позволит без особенных трудностей выполнить соединение в единое целое нескольких отдельных металлических частей забора, труб, деталей авто, мотоцикла и т.п.
Но при этом сварщику не потребуется тратиться на покупку специального сварного оборудования.
Точечная сварка, собранная своими руками в маленькой ремонтной мастерской, непременно должна отвечать определенным требованиям, предъявляемой к такому оборудованию.
Способ контактной сварки.
И, в том числе, нормам безопасности, нарушение которых может спровоцировать ряд негативных последствий для здоровья мастера: от маленьких ожогов на коже рук до серьезных повреждений тела человека. Тогда агрегат будет в полной мере справляться с возложенными на него функциями.
Суть работы самодельного аппарата для сварки аналогична функционированию споттера. Изготовленная модель из микроволновой печи питается от обычной сети в 220В.
Переделанный своими руками трансформатор занижает напряжение до безопасного значения ‒ 12В, а силу тока, наоборот, увеличивает до величины нагрева металла до температуры его плавления.
Ток после преобразования подается на конденсаторы для их зарядки. Когда электричество накопится в достаточном объеме, реле переведет напряжение к рабочим контактам.
Свариваемое изделие помещают между медными электродами, которые замыкаются и провоцируют появление мощного импульса временной длиной от 0,01 до 0,1 с. Точка в зоне контакта плавится под воздействием этого импульса, а после остывания можно заметить образование сварного шва.
Если мастер справился с задачей, не допустив нарушения технологии, то швы будут лишены каких либо дефектов: сколов, трещин, кратеров и т.п.
Далее снова происходит накопление электрического заряда на конденсаторе для следующего сварочного цикла. Такая схема контактной точечной сварки, собранной своими силами из микроволновой печи, передает обобщенную суть работы сварного аппарата при работе с металлическими конструкциями.
Но при наличии желания мастер может ее усовершенствовать, разработав различные вариации модели, исходя из актуальной мощности устройства.
Наличие самодельной точечной сварки предоставляет даже малоопытному сварщику широкий круг дополнительных возможностей:
- создание соединений деталей из листов металлопроката незначительной толщины;
- работа с легкоплавкими металлами;
- придание сварному шву аккуратного вида, надежности и высокой прочности.
Основное достоинство такой сварки мини размера ‒ возможность овладеть сварочным искусством без помощи высококвалифицированного мастера. При наличии базовых знаний о сварке умелец может самостоятельно изучить все тонкости работы с самодельным агрегатом.
Стоит лишь некоторое время потренироваться выполнять сварочные швы своими силами, чтобы добиться с помощью самодельного оборудования высокой производительности труда и низких затрат расходников.
Контактная сварка, собранная своими руками
Изготовление сварочного аппарата.
С целью получения надежного сварочного агрегата, необязательно приобретать дорогостоящую модель. Сварку делаем из микроволновки своими руками, если в распоряжении мастера есть такой прибор.
Агрегат сваривает электродом кромки металлоизделий и собирается по такому же принципу, как и в случае применения специального оборудования, но обойдется мастеру в разы дешевле профессионального агрегата.
Прежде чем рассказать, как сделать контактную сварку своими силами, отметим важную деталь. Наиболее значимым элементом в СВЧ печи в процессе сборки сварного аппарата является трансформатор от микроволновой печи.
Он обеспечит сварку высоким напряжением ввиду наличия большого коэффициента трансформации. Поэтому для самодельной точечной сварки следует подбирать печи больших размеров.
Для расплавления кромок металлических изделий, которые соединяются путем контактной сварки, необходим ток высокой силы. Величина напряжения при этом не влияет на качество сварных швов, поэтому во внимание не берется. В большинстве случаев применяется уровень до 3-х Вольт.
Мощность трансформатора нужно подбирать с учетом толщины деталей, с которыми планируется работать в дальнейшем:
- при толщине до 1 мм актуальна модность в районе 1000 Вт;
- при толщине до 2 мм ‒ в районе 2000 Вт;
- при толщине до 3 мм ‒ в районе 5000 Вт.
Если данные условия будут соблюдены, получится действительно высокопроизводительный сварочный аппарат для использования в быту.
Схема устройства самодельного сварного аппарата
Основной элемент любого аппарата для контактной сварки ‒ это трансформатор, который стоит изъять из старой микроволновки. Важное условие – прибор должен быть рабочим.
Самодельный будет способен соединять листы стали с толщиной до 1 мм, если при его сборке использовать мощный трансформатор. Оптимально, если величина мощности превысит 1 кВт. Если же работать придется с более толстыми стальными листами, потребуется два трансформатора, обобщенных обмоткой.
На заметку! Дабы не допустить ошибок при сборке самодельного сварного оборудования, важно составить схему соединения его конструктивных элементов. Следуя ей, можно без каких-либо трудностей собрать сварочный аппарат для бытового использования из СВЧ печи.
Схемы самодельных сварных агрегатов также в большом количестве присутствуют в интернете на форумах сварщиков. Они помогут изготовить агрегат, служащий хорошим подспорьем для выполнения сварных операций в быту, и будут значительно более экономичными по стоимости, нежели магазинные версии.
Тем более что дорогостоящее профессиональное оборудование не всегда целесообразно покупать для выполнения мелких бытовых операций.
Сборка рабочей части устройства позволяет оперативно выполнить соединение сварных электродов, и зажать металлическое изделие между ними.
Устройство трансформатора микроволновки.
Технологически всю работу можно разделить на две части:
- Создание нижнего основания контактной сварки своими руками из микроволновой печки.
С этой целью используется профиль, штанга или деревянный брус. Один его конец нужно крепко зафиксировать на корпусе при помощи саморезов, обеспечивающих жесткую фиксацию. На второй край требуется подсоединить нижний сварочный электрод с подведенным к нему кабелем от трансформатора. Для жесткой фиксации провода его приматывают к штанге. - Обустройство верхней подвижной части устройства в виде рычага.
Функцию оси может выполнить длинный не ржавый гвоздь, а стойки по бокам изготавливаются из брусков или профилей. Не стоит допускать наличие зазоров между стойками и основанием самодельного рычага, в противном случае может снизиться точность соответствия верхней и нижней части и точности самой сварки.
В начале работы из микроволновки изымают трансформатор, но этот элемент потребуется не весь, а лишь некоторые его части. А именно, магнитопровод и первичная обмотка. В то же время, шунты по обе стороны трансформатора и вторичную обмотку аккуратно демонтируют за ненадобностью.
Далее, на трансформатор потребуется соорудить новую обмотку, для чего применяют многожильный провод с сечением не менее 100 мм2. Кабель для сварки проводов наматывается в 2-3 витка. Но если на проводе присутствует слишком толстая изоляция, то ее можно убрать и заменить текстильной изолентой.
Если агрегат нужно сделать мощным, для него используется два трансформатора, а повторную обмотку для них делают общей. При этом крайне важно верно осуществить соединение выводов с первичных обмоток обоих трансформаторов, чтобы не снизилась мощность сварного аппарата.
Следующие этапы работы по изготовлению контактной сварки из микроволновой печи своими руками выглядят следующим образом:
- установка системы управления агрегатом, позволяющей наладить бесперебойное сваривание металлических изделий точечным контактным методом;
- изготовление и подсоединение сварных электродов, диаметр и вид которых подбирается с учетом характеристик рабочих деталей;
- монтаж внутренней части агрегата для контактной сварки в надежный корпус от старой бытовой техники, демонстрирующий высокую стойкость к воздействию негативных факторов из окружающей среды.
Самодельная контактная сварка из микроволновой печки, созданная по такой инструкции, может справиться с:
- сеткой;
- клетками;
- прутками с диаметром до 3 мм;
- пластинами металла до 3 мм.
Все эти изделия без особенных трудностей могут использоваться для создания металлоконструкций с помощью собранного своими силами агрегата для точечной сварки.
Необходимые в работе материалы и инструменты
Если в распоряжении мастера имеется микроволновка, которая больше не используется по прямому назначению, из нее можно смастерить аналог профессионального оборудования проведения для сварочных работ.
Способ сваривания деталей точечной сваркой.
В процессе работы мастеру потребуется следующие комплектующие детали будущей микроимпульсной сварки, вспомогательные приспособления и инвентарь для сборки агрегата:
- переделанный трансформатор от микроволновки или АКБ батареи;
- провод приличного диаметра из меди или жгут проводов небольшого размера;
- рычаги, выполняющие функции прижимов;
- основание для установки сварочного аппарата;
- зажимные струбцины;
- отвертки разного вида и размера;
- кабели;
- обмоточные материалы;
- электроды из меди, за счет которых и будет выполняться сварка;
- кнопка.
Важно! Если нужно изготовить мощную точечную сварку из бывшей в употреблении микроволновки, понадобится два трансформатора. От количества этих конструктивных деталей бывшего в употреблении изделия будет зависеть уровень максимальной мощности самодельной сварки.
Электроды для точечного сварочного аппарата
Точечная контактная сварка выполняется путем замыкания двух электродов. Их можно смастерить собственными силами из медного прутка или жала профессионального паяльника, если агрегату не требуется высокая мощность.
Специальную проволоку для сварочного аппарата из трансформатора микроволновки подсоединяют к проводу от аппарата посредством медного наконечника, соединенного с ним пайкой.
Схема электрическая сварочного аппарата.
Место внутри наконечника ограниченно, поэтому неопытные мастера не сразу могут провести сквозь него кабель. Задачу выполнить проще, если смазать провод маслом или солидолом. Далее, наконечник нужно аккуратно совместить с электродом болтовым соединением высокой надежности.
Тогда рост сопротивления в местах ненадежного контакта не спровоцирует потерю мощности аппарата. Предварительно в электроде и наконечнике важно организовать одинаковые по размеру отверстия.
На заметку! Крепежные элементы для сборки самодельного сварочного аппарата из микроволновой печи стоит подбирать или ее сплавов. Медные болты, гайки для соединения электродов и наконечников с проводами отличаются минимальной величиной электрического сопротивления.
Если все соединения отдельных конструктивных элементов для контактной точечной сварки будут надежными, это значительным образом упростит обслуживание оборудования в будущем. Работа будет выполняться быстро, а сварные швы приобретут высокие эксплуатационные параметры.
Управление самодельным сварным аппаратом
Управление аппаратом из микроволновки, изготовленного своими руками, не составит особых трудностей даже для неопытного мастера. Оно осуществляется с помощью двух элементов: рычага и выключателя.
Рычаг отвечает за силу сжатия между электродами, определяющую надежность контакта соединяемых деталей в точке выполнения сварки. Поэтому его важно дополнить винтовыми элементами, обеспечивающими еще более значительную силу сжатия.
Рычаг в нерабочем состоянии самостоятельно отводится вверх, что позволит предотвратить произвольное замыкание контактов и беспрепятственный доступ к заведению изделия. Для этого к его основанию следует закрепить пружину с карбюратора актуальной жесткости.
Специализированное производственное оборудование, используемое с целью соединения листов стали со значительной толщиной, имеют элементы сжатия, способные создавать давление от 50 до 1000 кг, исходя из необходимости.
Для точечной сварки из микроволновки, применяемой для нерегулярных и простых работ в домашних условиях, будет достаточно давления до 30 кг.
Для большего комфорта сварщика, простоты работы и увеличения силы сжатия до актуального значения, прижимной рычаг стоит сделать длинным. Оптимальная длина ‒ 60 см.
С его помощью можно увеличить прилагаемое усилие в 10 раз, а это значит, что при давлении на рычаг с усилием 3 кг, электроды и соединяемые металлические детали будут сжиматься силой, равной 30 кг.
То есть, даже незначительное по силе нажатие на рычаг рукой сварщика, позволит ему запустить сварной процесс и точно провести электродом по рабочей поверхности металла.
На заметку! Крайне важно надежно зафиксировать сварное оборудование на поверхности рабочего стола, для чего применяют струбцины соответствующего размера. В противном случае, при надавливании на такой рычаг сам аппарат может сдвигаться с места, что может стать причиной серьезных дефектов сварных швов на металлоконструкции.
Варианты конструкции сварочного аппарата.
Выключатель отвечает в устройстве за подачу тока к электродам для сварки и подключается к цепи первичной обмотки трансформатора. Напомним, что сила тока во вторичной обмотке значительно превышает аналогичный показатель первичной обмотки.
Если подсоединить выключатель ко вторичной обмотке, он спровоцирует образование дополнительного сопротивления, и произойдет приваривание его контактов под воздействием сильного тока.
Располагайте выключатель непосредственно на рычаге, если он используется в качестве прижимного механизма. В таком случае вторая рука сварщика останется свободной, и ею можно будет придерживать свариваемые детали.
Это позволит улучшить качество сварных швов, так как повыситься прицельность и точность ведения электрода по поверхности рабочего изделия.
Основные операции по сбору точечной сварки своими руками из обычной б/у микроволновки завершены.
Мастеру останется лишь потренироваться перед началом работы, что позволит понять суть и вникнуть в особенности протекания основных процессов сварки различных металлов, исходя из формы и толщины металлоизделий. И только потом можно приступать к практическому применению самодельного оборудования из микроволновки.
Важно! Особенностью работы на оборудовании для точечной сварки, изготовленном своими руками из микроволновки, заключается в том, что подавать ток нужно только на сжатые электроды.
Если подача тока осуществляется на электроды, не находящиеся в состоянии сжатия, сварщик столкнется с интенсивным искрением сварной проволоки и ее активным подгоранием.
Еще одной проблемой, с которой может столкнуться мастер в процессе применения самодельного агрегата для сваривания металлических деталей, является риск сильного нагрева трансформатора и токопроводящих элементов этого оборудования.
Такая ситуация приводит к выходу самодельной модели из строя. Избежать перегрева позволит создание простейшей системы охлаждения сварочного аппарата из вентилятора.
Еще одной хитростью, уберегающей точечную сварку от перегрева, являются такие временные перерывы в ее работе, на протяжении которых трансформатор и токопроводящие элементы успевают остыть.
Время выдержки сварных электродов под током в сжатом состоянии при сварных операциях нужно контролировать визуально, с учетом цвета точки в месте соединения. Малоопытный сварщик может применить с этой целью специальное реле.
Заключение
Бытовую сварку из трансформатора микроволновки можно сделать при минимуме материальных вложений и временных затрат в бытовых условиях. Технология сборки контактной сварки из микроволновки проста и не требует наличия дорогостоящего оборудования, специфического инвентаря, редких материалов.
Важно подготовить подробную схему сборки агрегата, проявить бдительность при разборке СВЧ печи и сборке самодельной сварки на ее основе. Тогда сварщику удастся сэкономить и выполнять ряд несложных сварочных операций по соединению металлических деталей в бытовых условиях самодельным оборудованием.
tutsvarka.ru
Точечная сварка из микроволновки — DRIVE2
Всем доброго времени суток! И так начну. Как то видел на просторах интернета точечную сварку из трансформатора микроволновки и решил сделать и себе. Разобрал микроволновку, достал трансформатор с сетевым фильтром микроволновки. Дальше Распилил по сварным швам трансформатор для удобства демонтажа старой вторичной обмотки и намотки новой!
Для удобства сборки намотал скотч на сердечник чтоб обмотка лучше скользила при запрессовке
Это в утиль
Первичную обмотку я оставил родную, а вторичную намотал проводом КГ-35 квадратов меди, на намотку ушел 1 метр, но чтоб выводы были по длиннее советую брать 2 метра провода. Намотал 3 витка без1/4 витка.
Первичку ставим на место
Вторичка на месте
Да, еще между обмотками трансформатора стаял шунты из того-же трансформаторного железа, нужны они для ограничения тока магнитрона печки, чтоб он не пошел в разнос, я их для сварки убрал!
Это фото нашел в интернете, а то свое забыл сделать
Сварил обратно трансформатор. Варил его сжав в тисках и сначала точечно прихватив все углы и стороны, а потом варил по одному шву давая остыть трансформатору, чтоб не погорела проводка его! Дальше из той же микроволновки сделал корпус для будущего аппарата. Потом пошла сборка: сетевой провод остался от микроволновки, потом сетевой фильтр, автомат на 25А — можно и на 16А но у меня был только на 25А. Купил наконечники 35/10 — 35 это под квадрат провода, а 10 это отверстие под болт на 10. Залудил кончики проводов и залудил наконечники, лудил в тигеле с припоем, а перед этим протравив в ортофосфорной кислоте. Далее спаял наконечники с проводниками и завершил сборку аппарата.
Напайка наконечников
Далее было испытание: включил, замерил выходное напряжение, оно было равно 2.5 вольта, Протекающий ток на вторичной обмотке, под нагрузкой замерить было не чем так как токовые клещи уехали на поверку. Для эффектного испытания перед своими сотрудниками на работе брал гвозди 150-250 или проволоку 6мм. Во время испытания контролировал нагрев вторичной катушки, во избежание ее перегрева и выхода ее из строя. В общем 6мм проволоки перегорает за 6-8 сек, а после каждого (выпендривания) температура на трансформаторе поднимается на 8-10 градусов. Думаю поставить еще электронный термометр для контроля нагрева или термо защиту.
Вот эл. схема. как смог нарисовал, формат с кампа не поддерживается, пришлось сфоткать и залить 🙁
Для использования аппарата для точечной сварки, будут сделаны медные электроды, аппаратом варил даже скрутки медных проводов, правда медно-графитовый электрод очень сильно нагревается и его нужно менять на стальной. Так же аппаратом можно разогреть заржавевшие болты и гайки, а потом после остывания их выкрутить.
Вот такой электрод использовал
Кому не сложно спасибо за репост, может кому еще пригодится тема!
Всем супер драйва и хорошего настроения!
www.drive2.ru
Точечная сварка из трансформатора микроволновки
Привет всем любителям самоделок. Для каждого самодельщика, занимающегося электроникой знакомо такое, когда необходимо припаять провода к аккумуляторам типа 18650 провода, обычной пайкой делать этого не советуют, так как можно перегреть аккумулятор, что в крайнем случае может вывести его из строя, а так как второй вариант это точечная сварка, то именно в этой статье я расскажу, как сделать свою самодельную точечную сварку с наименьшими вложениями, главным донором которой станет микроволновка.
Перед тем, как прочитать данную статью, предлагаю ознакомиться с видеороликом, в котором показан весь процесс изготовления самоделки и тесты при различных условиях.
Для того, чтобы сделать точечную сварку своими руками, понадобится:
* Трансформатор от микроволновки
* Медный одножильный провод, сечением, чем толще, тем лучше
* Провод для сварочного аппарата 1 метр
* Пару обжимных наконечников с отверстием
* Два болта с гайкой М10
* Ножовка по металлу
* Дрель, сверло по металлу
* Кнопка от микроволновки
* Провод питания от сети 220В
Вот и все, что нужно для сборки нашей самоделки.
Шаг первый.
Для начала необходимо найти микроволновку, из которой понадобится трансформатор и кнопка, также пригодится провод питания, который к удобству имеет две клеммы с изоляцией.
Разбираем трансформатор. Для данной самоделки необходимо оставить первичную обмотку, вторичную же нужно удалить.
Чтобы не повредить первичную обмотку отпиливаем по сторонам выступающие части вторички при помощи ножовки по металлу. Делаем это аккуратно и следим, чтобы не задеть витки другой обмотки.
После того, как лишние выступающие части обмотки отпилены нужно вытащить и часть, которая находится внутри трансформатора, ее высверливаем при помощи электродрели и сверла по металлу.
Когда обмотка высверлена переходим к ее полному удалению, через проставку из металла выбиваем оставшиеся части обмоток, под конец их уже можно вытаскивать руками.
Шаг второй.
После того, как распотрошили вторичную обмотку трансформатора, убираем металлические шунты, которые находились под обмоткой.
Далее берем провод для сварочного аппарата, сечение должно быть не меньше 16 квадратных см, зачищаем изоляцию на обоих концах и обжимаем наконечники, у кого есть специальное устройство, то лучше делать это при помощи него, я же сделал это обычным молотком.
Шаг третий.
Когда на провод установили клеммы можно продевать его в трансформатор, делаем один или два витка, некоторые мотают полтора, все зависит от того, сколько для этого есть места.
Один конец провода выходит снизу, другой сверху.
Теперь делаем электроды из меди, зачищаем одножильный провод и скручиваем в круг для зажима болтом, такие же действия проделываем со вторым электродом.
Кончики данных электродов нужно заострить, сделать это можно при помощи бокорезов, после чего прикручиваем их на наконечники при помощи болтов с гайкой.
Шаг четвертый.
Далее приступаем к питающему проводу, один из его контактов подсоединяем на вывод первичной обмотки трансформатора, а ко второму подключаем провод от кнопки, который будет прерывать питание.
При нажатии на кнопку, трансформатор будет включаться и приваривать никелевую пластину к аккумулятору 18650, на выходе получилось напряжение почти 1,7 вольт.
Шаг пятый.
В завершении устанавливаем между выходными контактами пластиковую проставку, чтобы не произошло замыкания и приматываем все изолентой.
В дальнейшем все можно доработать и заменить на что-то более эстетичное и функциональное. Электроды располагаем так, чтобы при касании не было перекосов, а зазор между ними оставляем около 3-4 мм.
На этом точечная сварка из микроволновки готова и ее можно протестировать.
Сначала пробуем на обычной пластинке, также проверяем как держится никелевая пластина на аккумуляторах 18650, при сварке образуются точки, но приложив усилие они не выдерживают нагрузки, как для сборки каких-то электрических самоделок, думаю этого достаточно, при необходимости можно увеличить количество витков и само сечение провода, а также заменить электроды на более мощные, так как при таком сечении оказалось, что такого сечения слегка не хватает, откуда и возникают потери мощности.
Всем спасибо за внимание и творческих успехов. Доставка новых самоделок на почту
Получайте на почту подборку новых самоделок. Никакого спама, только полезные идеи!
*Заполняя форму вы соглашаетесь на обработку персональных данных
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
usamodelkina.ru
Точечная сварка своими руками из микроволновки – схема, видео, фото
Точечная сварка, как известно, выполняется на специализированном оборудовании, однако подобное устройство можно не только найти в серийном исполнении, но и сделать своими руками: для этого пригодится трансформатор, извлеченный из старой микроволновки. Аппарат, полученный в итоге, даст вам возможность качественно выполнять точечную сварку при помощи переменного тока, сила которого не регулируется.
Самодельный аппарат для точечной сварки в сборе
Трансформатор выступает важнейшим элементом любого такого устройства для точечной сварки: его задача состоит в том, чтобы увеличить значение входного напряжения до требуемой величины. Чтобы эффективно справляться с этим, устройство должно обладать высоким коэффициентом трансформации. Такими трансформаторами оснащаются большие микроволновые печи, одну из которых вам и необходимо найти. Когда вы найдете такую модель микроволновки, надо будет очень аккуратно извлечь из нее трансформатор.
Схема работы точеной сварки и схема сварочного аппарата
Технологию сборки аппарата для точечной сварки более-менее детально можно увидеть на видео ниже. Пример данного самодельного устройства поможет нам проиллюстрировать процесс создания точечной сварки из микроволновой печи. Для более подробного ознакомления с деталями сборки читайте статью полностью.
Вынимаем трансформатор из микроволновой печи
Если в самодельном аппарате для точечной сварки задействован трансформатор, имеющий мощность 700–800 Вт, то с его помощью вы сможете соединять листы из металла, толщина которых доходит до 1 мм. Такой трансформатор входит в категорию устройств повышающего типа, для обеспечения питания магнетрона он способен вырабатывать напряжение, равное 4 кВ.
Магнетрон, которым оснащена любая микроволновка, требует для своей работы высокого напряжения. В связи с этим подключенный к нему трансформатор отличается меньшим количеством витков на своей первичной обмотке и большим – на вторичной. На последней создается напряжение порядка 2 кВ, увеличивающееся затем в два раза за счет использования специального удвоителя. Проверять работоспособность такого устройства путем измерения напряжения, подключенного к его первичной обмотке, нет никакого смысла.
Извлекаем трансформатор из микроволновой печи
Извлекать из микроволновки трансформатор следует аккуратно. Не следует брать в руки молоток и другие тяжелые предметы. С микроволновки откручивается ее основа, убираются все крепления, и трансформатор аккуратно снимается с места его установки. В извлеченном из СВЧ-печи устройстве вам понадобятся, во-первых, его магнитопровод, во-вторых, первичная обмотка, которая по сравнению со вторичной выполнена из более толстого провода и имеет меньше витков.
Вторичную обмотку из-за ее ненадобности вам придется демонтировать, для чего уже пригодятся молоток и зубило. Очень важно при этом не повредить и не помять первичную обмотку, поэтому действовать надо с максимальной аккуратностью. Если при демонтаже вторичной обмотки вы обнаружите в трансформаторе шунты, используемые для ограничения силы тока, их тоже надо удалить.
Вторичную обмотку можно срезать стамеской
Если магнитопровод трансформатора является не клееной, а сварной конструкцией, то удалять с него вторичную обмотку лучше при помощи стамески или обычной ножовки по металлу. Если же обмотка очень плотно набита в окно магнитопровода, то ее, разрезав провода, необходимо будет высверлить или выковырять. Делать это надо очень аккуратно, так как магнитопровод может разрушиться из-за таких манипуляций.
После выполнения демонтажных работ следует намотать новую вторичную обмотку. Для этого вам будет необходим провод диаметром не меньше 1 см. Если такого провода у вас в запасе нет, его придется купить. При этом совсем не обязательно приобретать цельный многожильный провод такого сечения, можно использовать и пучок из нескольких отдельных проводников, которые в сумме обеспечат требуемый диаметр. После монтажа новой вторичной обмотки ваш модернизированный трансформатор будет способен вырабатывать ток, сила которого составляет до 1000 А.
Старую обмотку можно спилить ножовкой по металлу
Если вы хотите сделать аппарат для точечной сварки более мощным, то технических возможностей одного трансформатора вам может не хватить. Здесь необходимо использовать два таких устройства (соответственно, разобрав две микроволновки).
Тонкости модернизации трансформатора от СВЧ-печи
Чтобы сделать вторичную обмотку, вам надо намотать на сердечник 2–3 витка, что обеспечит получение выходного напряжения порядка 2 В, а силы кратковременного сварочного тока – больше 800 А. Этого вполне достаточно для эффективной работы аппарата точечной сварки. Намотка такого количества витков может вызвать затруднения, если используемый провод имеет толстый слой изоляции. Решить эту проблему достаточно просто: необходимо снять с провода стандартную изоляцию и обмотать его изолентой, имеющей тканевую основу. Очень важно, чтобы провод, используемый для вторичной обмотки, имел минимально возможную длину, что позволит избежать необоснованного увеличения его сопротивления и, соответственно, уменьшения силы тока.
Новая вторичная обмотка заняла свое место
Если вам надо сваривать металлические листы толщиной до 5 мм, имейте в виду, что для этого потребуется аппарат для точечной сварки, обладающий большей мощностью. Чтобы сделать его своими руками, необходимо использовать соединенные в одну цепь два трансформатора. Соблюдать соответствующие правила при выполнении такого соединения надо обязательно. Если вы ошибетесь и неправильно подключите выводы первичных и вторичных обмоток двух трансформаторов, может возникнуть короткое замыкание. Правильность соединения обмоток, если на их одноименных выводах нет маркировки, проверяется при помощи вольтметра.
После правильного соединения одноименных выводов двух трансформаторов требуется замерить значение силы тока, который они совместно формируют. Как правило, самодельные трансформаторы, предназначенные для аппаратов точечной сварки, эксплуатировать которые планируется в домашних мастерских, ограничивают по силе тока – не более 2000 А. Превышение этого значения спровоцирует перебои в работе электрической сети не только в вашем доме, но и у ваших ближайших соседей. А это, естественно, приведет к конфликтам. Значение силы тока, выдаваемого соединенными трансформаторами, а также наличие короткого замыкания в их цепи проверяют при помощи амперметра.
Еще один пример сборки точечной сварки представлен на видео ниже:
Рекомендации при соединении двух трансформаторов
Каких результатов можно добиться, если в соответствии с правилами соединить два трансформатора, не отличающихся большой мощностью? Если взять два одинаковых устройства со следующими характеристиками: мощность – 0,5 кВт, входное напряжение – 220 В, выходное напряжение – 2 В, сила номинального тока – 250 А, – то, последовательно соединив их первичные и вторичные обмотки, на выходе вы получите удвоенную силу номинального тока, то есть 500 А.
Практически так же увеличится и кратковременный сварочный ток, но при его формировании будут наблюдаться значительные потери, что обусловлено большим сопротивлением такой электрической цепи. Оба конца вторичной обмотки – провода Ø 1 см – соединяются с электродами аппарата для точечной сварки.
Соединение 2-х трансформаторов по схеме №1
Если в вашем распоряжении имеются два мощных трансформатора, но и их выходного напряжения не хватает для самодельного аппарата, можно последовательно соединить их вторичные обмотки, которые должны иметь одинаковое количество витков. К такой мере прибегают, если просто домотать витки на вторичной обмотке невозможно из-за недостаточно большого размера окна на магнитопроводе.
При таком соединении надо следить, чтобы направление витков на вторичных обмотках соединяемых устройств было согласовано, иначе может получиться противофаза, и выходное напряжение у такого объединенного устройства будет близко к нулю. Чтобы экспериментальным путем определить правильность соединения, желательно использовать тонкие провода.
Соединяем два трансформатора по схеме №2
Как определить одноименные выводы трансформаторов
Если выводы обмоток соединяемых устройств не имеют маркировки, то необходимо определить среди них одноименные, чтобы их и соединить между собой. Решить такую задачу можно следующим способом: первичные и вторичные обмотки двух или более трансформаторов соединяют последовательно, на вход такого объединенного устройства подают напряжение, а к выходным выводам (выводы с последовательно соединенных вторичных обмоток) подключают вольтметр переменного напряжения.
В зависимости от направления подключения вольтметр может вести себя по-разному:
- показывать то или иное значение напряжения;
- не показывать вообще никакого напряжения в цепи.
Если вольтметр выдает какое-либо напряжение, значит, в цепи соединения и первичных, и вторичных обмоток присутствуют разноименные выводы. При соединении обмоток таким неправильным способом в них протекают следующие процессы: напряжение, поступающее на вход первичных обмоток двух соединенных трансформаторов, уменьшается на каждой из них вполовину; увеличение напряжения происходит на вторичных обмотках, каждая из которых обладает одинаковым коэффициентом трансформации. Вольтметр на выходе зарегистрирует суммарное напряжение, значение которого равно удвоенной величине входного.
Определяем выводы трансформаторов на данной схеме
Если вольтметр показывает значение «0», то это означает, что напряжения, выходящие с каждой из последовательно соединенных вторичных обмоток, равны по значению, но имеют разные знаки, таким образом, они компенсируют друг друга. Иными словами, хотя бы одна из пар обмоток, объединенных в цепь, соединена одноименными выводами. В таком случае правильного соединения элементов цепи добиваются путем изменения порядка подключения первичных или вторичных обмоток, ориентируясь на показания вольтметра.
Электроды для самодельной точечной сварки
Выбирая для аппарата точечной сварки, собранного своими руками из микроволновки, электроды, следует обращать внимание на то, чтобы их диаметр соответствовал диаметру провода, с которым они соединены. В качестве таких элементов можно использовать медные прутки, а для устройств небольшой мощности подойдут жала от профессиональных паяльников.
В процессе эксплуатации электроды для точечной сварки активно изнашиваются. Чтобы корректировать их геометрические параметры, их необходимо постоянно подтачивать. Естественно, что со временем такие элементы потребуют замены на новые.
Вариант изготовления электродов из толстой медной проволоки
Провода, которыми электроды связаны с аппаратом для точечной сварки, должны иметь минимальную длину, иначе в них будет теряться значительная мощность устройства. Потери мощности станут серьезными и в том случае, если в электрической цепи «электрод – устройство для точечной сварки» имеется много соединений. Если вы хотите увеличить эффективность использования своего самодельного оборудования, то лучше на провода, которыми соединяются электроды, напаять медные наконечники. Используя такие наконечники, вы избежите возникающих из-за увеличенного сопротивления обжимных или любых других соединений потерь мощности в местах контакта.
Провода, связывающие электроды с аппаратом для точечной сварки, имеют достаточно большой диаметр, поэтому облегчить их пайку помогут специальные наконечники, предварительно подвергнутые лужению. Поскольку электроды для такого устройства являются съемными, в местах их соединения с наконечниками пайку не выполняют. Конечно, в таких местах, постоянно подвергаемых окислению, также происходит потеря мощности, но очистить их значительно легче, чем обжатые наконечники.
Устанавливаем электроды на сварочный аппарат
Как уже было указано выше, электрод для контактной сварки можно сделать из медного прутка или жала от профессионального паяльника, если мощность устройства невысока. Провод от аппарата присоединяется к электроду с помощью медного наконечника, который соединен с ним при помощи пайки.
Установка нижнего электрода
Наконечник совмещают с электродом при помощи болтового соединения, которое должно быть очень надежным, чтобы увеличение сопротивления в месте ненадежного контакта не приводило к потере мощности аппарата для точечной сварки. Чтобы выполнить такое соединение, в электроде и наконечнике делают отверстия одинакового диаметра.
Болты и гайки, с помощью которых будут соединяться электроды и наконечники с проводами, лучше всего выбирать из меди или ее сплавов, отличающихся минимальным электрическим сопротивлением. Элементы таких соединений, значительно упрощающих обслуживание аппарата для контактной сварки, совсем несложно изготовить своими руками.
Органы управления самодельной точечной сваркой
Управление аппаратом точечной сварки (особенно сделанного из микроволновки своими руками) не отличается особенной сложностью. Для этого вполне достаточно двух элементов: рычага и выключателя. Сила сжатия между электродами, за которую отвечает рычаг, должна обеспечивать в точке выполнения сварки надежный контакт соединяемых деталей. Чтобы выполнить эти важные требования, рычажные механизмы таких аппаратов можно дополнить винтовыми элементами, которые обеспечивают еще более значительную силу сжатия. Естественно, такой элемент устройства для точечной сварки должен обладать очень высокой надежностью.
Конструкция рычагов незамысловата. Удобства добавит простая резинка, установленная над верхним рычагом
На серьезном производственном оборудовании, которое используется для соединения листов стали значительной толщины, устанавливают элементы сжатия, создающие давление от 50 до 1000 кг – в зависимости от необходимости. А на аппаратах точечной сварки, применяемых для нерегулярных и несложных работ в домашней мастерской, вполне достаточно того, чтобы такой механизм создавал давление до 30 кг. Для удобства и простоты работы на аппарате точечной сварки его прижимной рычаг делают более длинным, это также позволит увеличить силу сжатия до необходимого значения.
Для самодельного домашнего устройства вполне достаточно рычага, длина которого будет составлять 60 см. При помощи такого рычага можно увеличить прилагаемое усилие в 10 раз. Соответственно, если вы будете давить на рычаг с усилием 3 кг, то электроды и соединяемые детали будут сжиматься силой 30 кг. Чтобы такой рычаг при надавливании не сдвигал с места сам аппарат, основание оборудования необходимо надежно зафиксировать на поверхности рабочего стола при помощи струбцины.
Аппарат точечной сварки, сделанный своими руками, в работе
Выключатель, отвечающий в устройстве за подачу тока к сварочным электродам, подключают к цепи первичной обмотки трансформатора, сила тока в которой значительно меньше, чем во вторичной. Если подключить выключатель ко вторичной обмотке, то он создаст дополнительное сопротивление, а его контакты под воздействием сильного тока намертво приварятся.
Если в качестве прижимного механизма применяется рычаг, то выключатель лучше расположить прямо на нем, тогда вторая рука будет свободной (ее можно использовать для поддержки свариваемых деталей).
Особенности работы на самодельном оборудовании для точечной сварки заключаются в том, что подавать ток на электроды следует только тогда, когда они находятся в сжатом состоянии. В противном случае вы столкнетесь с интенсивным искрением электродов и, как следствие, с их активным подгоранием. Получить первоначальный опыт по работе на таком устройстве можно при помощи обучающего видео.
Электроды оборудования для точечной сварки активно нагреваются в процессе работы. Кроме того, интенсивному нагреву подвержены трансформатор и токопроводящие элементы такого устройства. Чтобы избежать слишком сильного нагрева, который может привести к выходу оборудования для точечной сварки из строя, следует предусмотреть простейшую систему охлаждения. Для этого часто используют обычный вентилятор. Можно также делать перерывы в работе, необходимые для охлаждения элементов аппарата.
Время выдержки электродов под током в сжатом состоянии в процессе выполнения сварки можно контролировать визуально, ориентируясь на цвет точки в месте соединения, либо использовать для этого специальное реле.
Очевидно, что изготовить аппарат для точечной сварки на основе трансформатора от микроволновки совсем несложно, внимательно изучив представленные видео и фото процесса сборки и учтя озвученные рекомендации.
Оценка статьи:
Загрузка…
Поделиться с друзьями:
met-all.org
Точечная сварка своими руками из микроволновки: схема и этапы сборки
Не удивляет, когда домашние мастера оснащают гаражи, производственные участки малого бизнеса самодельным оборудованием для сварки на уровне профессионального. К таким агрегатам относится и установка точечной сварки своими руками из микроволновки.
Доступная точечная сварка из микроволновки своими руками
Разнообразие методик сварки самодельным аппаратом подразумевает создание неразъёмного соединения. Условия процесса и свойства материалов различаются в технологическом подходе.
Итог действия – активизация связей молекул деталей посредством пластической деформации при термомеханическом воздействии, либо термоэлектрическом. Механическое действие применяется для создания физического контакта элементов без зазора.
Точечная сварка – скоростной метод сращивания без присадочных расходных материалов контактным способом. Конструктивная простота аппаратуры, компактность, дешевизна изготовления и эксплуатации выводят метод в лидеры по использованию.
Методика точечной сварки:
Принцип работы точечной сварки
- Совмещение объектов в заданном положении;
- Фиксация приложением давления извне;
- Подача тока;
- Мгновенный прогрев зоны приложения энергии;
- Локальная пластичность и деформация зоны нагрева;
- Сплавление элементов.
Самодельная ручная точечная сварка на основе трансформатора микроволновой печи применяется для соединения листов металла толщиной до 1 мм, сварки аккумуляторов, ремонтных работ.
Экономичность процедуры при прочности места контакта площадью до Ø10 мм обеспечит потребности малого бизнеса при минимуме затрат. При потреблении энергии в 0,8 кВт получаем 5–6-кратное увеличение мощности, 200-кратное возрастание силы тока. Режим работы — импульсный, предел длительности формирования сварочного ядра — 0,1 сек.
Сделать аппарат для точечной сварки недорого
Устаревшая, вышедшая из обращения модель микроволновой печи из-за поломки, с работоспособным трансформатором станет основой самодельного сварочного аппарата контактной сварки.
Аккуратно разбираем бытовой прибор – отдельные элементы, как подлежащий доработке и реконструкции трансформатор и кнопка включения, сетевой фильтр, кабель, пригодятся при сборке самодельного устройства.
Будьте внимательны: конденсатор под кожухом длительное время сохраняет заряд. Разрядите его. Достаточно закоротить контакты стержнем отвёртки.
Модернизированный трансформатор на выходе выдаёт результаты промышленных технических устройств:
Схема точечной сварки своими руками
- Ток кратковременного импульса – свыше 1000 А;
- Мощность – до 5 кВт.
Первичная обмотка трансформатора остаётся в неприкосновенности. Она выполнена из провода большего диаметра. Вторичная обмотка удаляется за ненадобностью. Понадобятся острая стамеска и киянка, либо ножовка по металлу. Чтобы не помять и не перерубить первичку, трансформатор желательно закрепить, а межобмоточное пространство заполнить гофрокартоном.
Металлические шунты для ограничения силы тока демонтируются. Сварной сердечник трансформатора с плотным заполнением обмотки затруднит демонтаж. Манипуляции по удалению проволоки облегчит сквозное высверливание. Избегайте касания сверлом внутренней поверхности сердечника. Операции по подготовке завершены.
Сборка трансформатора
Для вторичной обмотки рекомендуется использовать кабель КГ 1х35. Проводник эксплуатируется при длительном номинальном напряжении 1000 В. Долговременная токовая нагрузка — 300 А. Допускается кратковременная импульсная нагрузка в 1200 А.
Трансформатор микроволновки для точечной сварки
Модернизация трансформатора рассчитана на эту величину. Приобретите 2 м кабеля с наложенной синтетической плёнкой на токопроводящие жилы. Внешняя изоляция из шланговой резины 2,2 мм станет помехой. Покрытия 1,2 мм достаточно.
Для облегчения скольжения при намотке кабеля, сердечник плотно обматываем 3 слоями скотча. При старании и хорошем натяжении уложите 2–3 витка. Рассчитайте примерно равную длину выводов. Метраж определён с запасом длины выводов и удобства протяжки при укладке.
Допустимо применение для самодельного трансформатора контактной сварки многожильного мягкого кабеля путём сложения в пучок нескольких медных проводников. Ориентируйтесь на суммарный диаметр токопроводящих жил, минимальный показатель Ø10 мм.
Уменьшение количества витков вторичной обмотки компенсируется увеличением сечения обмотки. Напряжение и сила тока изменяются в десятки раз. Ориентиры контроля показателей на выходе самодельного трансформатора:
- Напряжение холостого хода – 1,5–3 В;
- Сила тока импульса – не менее 800 А.
Внимание! Работа без заземления и защитного кожуха опасна.
Мощное самодельное устройство
Для создания точечной сварки из микроволновой печи повышенной мощности ставится дополнительный самодельный трансформатор. Одноимённые выводы вторичных обмоток соединяются последовательно в единую цепь.
Обязательное условие – идентичность самодельных трансформаторов по количеству витков первичной и вторичной обмоток. Несогласование направления намотки витков вторичных обмоток спровоцирует противофазу с падением выходного напряжения до нуля.
Проверка правильности соединения:
Схема трансформатора от микроволновки
- Проводится последовательное соединение обмоток трансформаторов;
- Подача напряжения и контроль вольтметром на выходе со вторичной обмотки;
- Повышение напряжения – ошибка сборки: спарены разноимённые выводы – на первичных напряжение падает, вторичные удваивают его;
- Отсутствие напряжения – только одна из пар соединена одноимёнными выводами, следует изменить порядок подключения;
- Соединение одноимённых выводов пары трансформаторов удваивает мощность без изменения напряжения.
Технические характеристики такого самодельного аппарата точечной сварки позволят проводить сварку стальных листов до 5 мм. Превышение силы тока импульса 2000 А потребует усиления электропроводки и подключения к промышленной сети.
Оснащение самодельного аппарата для сварки
Первое, что требуется для сварки – самодельные электроды из меди. Без точного подбора соответствия диаметру провода вторичной обмотки стержней из меди не сделать точечную сварку своими руками надёжной.
Самодельная установка контактной сварки
Мощность самодельного устройства обусловливает тип: жала паяльников для ручного контакта или рычажные сварочные клещи с давлением в центнер. Род деятельности влияет на ориентацию электродов. Для сварки аккумуляторов стержни устанавливают рядом, для сварки внахлёст – навстречу.
Протяжённость проводников минимизируют для сокращения потерь мощности. Негативное влияние оказывает и количество соединений. Пайка облуженных проводов к медным наконечникам снижает потери.
Обжимные соединения – очаги роста сопротивления. Электроды крепят на резьбе с тугой затяжкой. Болты, шайбы выполняют из сплавов меди. Удаление окислов проводят регулярно.
Концы электродов стачивают на конус, точку контакта оформляют сферой – площадь ядра сварки увеличивается в 2–3 раза относительно поверхности контакта самодельного устройства. Малый диаметр конца электрода повысит качество сварки, уменьшит усилие сдавливания.
Управление самодельной контактной сваркой
Органов управления сваркой 2: кнопка включения подачи электроэнергии на трансформатор, и рычаг сварочных клещей. Кнопка располагается на рычаге управления подвижным электродом.
Точечная сварка из микроволновки
Обеспечение сжатия достигается приближением электродов к оси рычага и его размером. Установите стационарное либо съёмное крепление самодельного аппарата, опоры неподвижного электрода. Гарантию достаточного контакта при сжатии даст рычаг из диэлектрика или обрезиненного металла длиной 0,6–1 м. Усилие сжатия — 30–100 кг.
Переключатель подачи тока самодельного устройства подключается к первичной обмотке трансформатора, находится под пальцем сварщика. Включение сварки во избежание подгорания электродов допускается при полном сжатии.
Визуальный контроль времени выдержки контакта определяется по цвету металла. При массовой сварке рекомендуется принудительное охлаждение трансформатора и электродов вентилятором, либо перерывы.
Видео по теме: Точечная сварка своими руками
promzn.ru
Сообщества › Сделай Сам › Блог › Контактная сварка и споттер из микроволновки своими руками. А все ли так просто?..
Полный размер
На днях в моей распоряжении оказались два тр-ра на 700 и 800 Вт от отживших свое микроволновок. Решил сделать из них рабочий аппарат точечной сварки и споттер для работы по кузовному ремонту. В интернете много материала на данную тему, но решил проверить сам — реально ли варить металл толщиной в 1 — 1.5 мм с помощью подобного самодельного устройства… либо это все не серьезно, так на показуху.
Отделил с тр-ров вторичную обмотку, что с тонкой жилой. Намотал толстый кабель от сварочного аппарата и стал экспериментировать. Так же при разборке в микроволновок извлек вентилятор и скажу про конденсатор. Если надумаете сделать подобный аппарат — не забудьте разрядить заряд. Не смертельно, но может здорово напугать.
С начало мучил тр-ры по отдельности. Толку никакого! Паял сталь 0.5 мм. Пытался приварить гайки, гвоздики, болты… Прижимал. Отставлял и прижимал электроды то ближе, то дальше. Что видел на видео в том же Ютуб, когда человек берет один слабомощный тр-р и варит пластины… понял — это фикция. Для этих целей необходим мощный трансформатор, мощностью минимум 1500 Вт. А по фэн-шую все 3500. Почему-то об этом никто из экспериментаторов не говорил! Да и устройствами этими в дальнейшим никто и не пользуется?
Соединил тр-ры параллельно, тем самым увеличив мощность. И дело в принципе пошло. Присоединил электроды к нормальным губкам для споттера и сделал уверенные клещи. Споттер оказался слабым. Его, как рабочий вариант я не рассматриваю. А вот со сваркой дело пошло. Правда больше 0.5 — 0.8 мм не берет. По большому счету считаю аппарат получившимся. Ведь со своей задачей он справляется, да и каждый может самостоятельно это сделать (в видео все подробно изложил). Для варки пивных банок из тонкой жести, отжига закислившихся болтов вполне подходит.
При работе заметил огромный нагрев кабеля в местах прилегания к электродам и на сердечнике тр-ра. Думаю вентилятор, что извлек ранее, вполне подойдет, как кулер для охлаждения. Но мощности, признаюсь, не достаточно. Если кто-то делал подобный толковый аппарат, буду признателен за совет, как сделать более рабочий вариант. Слышал, что данные аппараты лучше работают от постоянного тока, нежели от переменного. Буду рад любой критики, советам, идеям и мнениям! Спасибо.
Полный размер
Полный размер
Полный размер
Полный размер
Полный размер
Полный размер
Полный размер
28 февраля 2019 в 01:00 Метки: контактная сварка, точечная сварка своими руками, споттер, аппарат контактной сварки из микроволновки
www.drive2.ru
Точечная сварка/споттер своими руками из микроволновки.
Точечная сварка довольно востребована в промышленности. Она позволяет быстро и сильно нагреть локальный участок металла. С ее помощью можно сварить отдельные металлические прутки в сетке или два листа металла. Также она пригодится, чтобы открутить заржавевшие гайки и болты, нужно будет только их нагреть с помощью данного аппарата.
Кузовной ремонт с помощью точечной сварки. Точечная сварка двух металлических пластин. Нагрев заржавевшей гайки точечной сваркой.
Принцип действия точечной сварки довольно простой. Свариваемые детали помещаются между двумя электродами, которые оказывают сжимающие усилие и через них протекает высокий ток, от 500А и выше. В результате происходит, нагрев металла до температуры, когда он становится пластичным и таким образом образуется неразъемное соединение после остывания свариваемых заготовок.
Схематическое изображение принципа действия точечной сварки.
В промышленности применяются довольно серьёзные аппараты точечной сварки, которые имеют водяное охлаждение рабочих электродов и пневматические зажимы. Такие аппараты позволяют сваривать большое количество точек за довольно короткое время. Но для домашнего использования достаточно аппарата попроще.
Точечная сварки и безопасность.
Такой вид сварки довольно безопасен несмотря на то, что для нагрева метала используются высокие токи. Но кроме большой силы тока на электродах создается напряжение всего в 1-3 вольта. Вспомним закон Ома для участка цепи.
Закон Ома для участка цепи.
Подставив в формулу напряжение 2 В и сопротивление 1000 ОМ (сопротивление человека), получим силу тока, который пройдет через человека — 0,002А. Безопасным считается ток до 0.1А и напряжение до 42В.
Сборка точечной сварки своими руками из микроволновой печи.
Для того, чтобы сделать сварочный аппарат точечной сварки, нам понадобится трансформатор. Его возьмём из старой неработающей микроволновой печи. Главное, чтобы в ней был рабочий трансформатор. Даже не обязательно весь трансформатор, а только его половина. Нам понадобится только его рабочая первичная обмотка. Вторичная обмотка не нужна и ее придется удалить из трансформатора.
Важно! Ни в коем случае не включайте в таком виде трансформатор в сеть! Этот трансформатор повышающий и создает на вторичной обмотке очень высокое напряжение, около 2000 вольт.
Трансформатор из микроволновой печи. Трансформатор из микроволновой печи.
Отличить вторичную обмотку трансформатора от первичной очень легко. Первичная обмотка намотана из проволоки большего сечения, чем вторичная и на первичной обмотке меньше количество витков проволоки.
Удаляем вторичную обмотку трансформатора. Это можно сделать разными способами. Её можно отрезать болгаркой или ножовкой по металлу. Та как медная проволока довольно мягкая, то ее можно срубить зубилом или стамеской. При удалении вторичной обмотки очень важно не зацепить первичную обмотку. Если вы повредите ее, то трансформатор придется выкинуть или сдать на металлолом.
Удаление вторичной обмотки трансформатора с помощью болгарки. Удаление вторичной обмотки трансформатора с помощью ножовки по металлу. Удаление вторичной обмотки трансформатора с помощью стамески.
После того как удалили выступающие части вторичной обмотки, необходимо выбить остатки обмотки из середины трансформатора.
Выбивание вторичной обмотки из трансформатора. Выбивание вторичной обмотки из трансформатора.
Если обмотка не выбивается, то высверлите ее с помощью электродрели, а затем удалите остатки.
После удаления обмоток нужно удалить шунты. Они представляют собой набор металлических пластинок, обмотанный в бумагу. На фото ниже они обведены красным цветом.
Шунты в трансформаторе.
Задача шунтов — замкнуть первичную обмотку по магнитному потоку и уменьшить поток через вторичную обмотку. Говоря простым языком, шунты уменьшают силу тока на вторичной обмотке, а следовательно, уменьшают мощность нашего сварочного аппарата. Поэтому их обязательно нужно удалить.
Теперь самое время заняться кабелем. Провод обязательно должен быть с медными жилами. Длина провода примерно 1.5м. Для сварочного аппарата лучше всего подойдет провод сечением 50мм2 это примерно 8 мм в диаметре без изоляции. В процессе работы сварочного аппарата данный провод будет нагреваться от проходящего по нему тока. И чем меньше провод по сечению, тем быстрее он будет греться. Поэтому желательно провод использовать как можно большего сечения.
Если провод тяжело накручивается на трансформатор, то можно снять с него изоляцию, обмотать его хлопчатобумажной изолентой и сверху одеть термоусадочную трубку. Таким образом кабель с новой изоляцией станет немного меньше по диаметру. Изолента обязательно должна быть хлопчатобумажная. Она при нагреве не плавиться в отличие от обычной изоленты.
Таким же способом можно сделать провод необходимого диаметра из нескольких проводом меньшего сечения, предварительно сняв с них изоляцию и скрутив их в одну жилу.
Осталось надеть на провод специальные обжимные наконечники. Обжать их можно просто расплющив молотком или в тисках.
Провод обмотанный изолентой. Провод в термоусадочной трубке. Обжимной наконечник. Провод для вторичной обмотки сварочного аппарата.
Теперь наматываем провод на трансформатор. Необходимо сделать два полных витка как показано на фото ниже.
Трансформатор с новой вторичной обмоткой.
Можно приступить к испытанию трансформатора.
Нагрев сварочным аппаратом болта диаметром 5мм. Болт разрушается от нагрева всего за 4 секунды.
Силовая часть точечного сварочного аппарата готова. Осталось сделать контактные клещи с медными электродами. Они могут быть самой различной конструкции. Сделать их можно на свое усмотрение из различных материалов. Ниже смотрите варианты изготовления контактных клещей аппарата точечной сварки.
Пример самодельных контактных клещей точечного сварочного аппарата. Пример самодельных контактных клещей точечного сварочного аппарата. Пример самодельных контактных клещей точечного сварочного аппарата. Пример самодельных контактных клещей точечного сварочного аппарата. Пример самодельных контактных клещей точечного сварочного аппарата.
Смотрите видео: точечная сварка своими руками.
delairukami.ru
Точечная сварка из микроволновой печи — Сообщество «Сделай Сам» на DRIVE2
Всех читающих я снова приветствую!
Хочу представить вам свою очередную работу, а именно изготовление точечной сварки небольшой мощности для использования в домашних условиях.
Полный размер
Забегая на перед вынужден признать что фотографий процесса к сожалению нет, по этому постараюсь объяснить все в устной форме.
За основу была взята старенькая и вышедшая из строя микроволновая печь, из которой благополучно был извлечен трансформатор и вентилятор. Из трансформатора была извлечена вторичная обмотка, а вместо нее намотано три витка сварочного провода сечением 16мм2.
Позже куплен на блошином рынке медный прут сечением 16мм. из которого токарь выточил по моей просьбе будущие электроды.
Чертеж прилагаю.
Полный размер
Ну а пока токарь творит, я облагораживаю трансформатор и все обслуживающие его узлы.
В схему был включен автомат включения/выключения, вентилятор для обдува трансформатора, магнитный пускатель, микро выключатель управляющий пускателем и пара лампочек для индикации наличия сети и работы трансформатора.
Для особо любопытных, желающих знать как это все подключено прилагаю принципиальную электро схему.
В примененной мною схеме предусмотрена работа микро выключателя от сети 220V, это чревато поражением тока, во избежании подобных случаев необходимо в схему внедрить низко вольное реле, что и будет мною обязательно сделано в последующих доработках
Вот так я разместил узлы внутри аппарата.
Полный размер
Полный размер
Полный размер
Крышку корпуса сделал из той же микроволновки, ребра забора воздуха ( те что сбоку ) это родные, а отверстия на задней стенке выполнены в форме трубной решетки рассчитал в программа Компас 3D. распечатал и перенес на металл, просверлил и убрал заусенки.
Полный размер
Полный размер
Ну а с клещами придется еще поработать, что бы обеспечить прижим нужной силы, думаю делать эксцентрик, по тому что система рычагом займет много места.
Полный размер
Полный размер
Вот такие получились электроды
Полный размер
способ крепления
Думаю изложенной выше информации вполне достаточно для таких же самодельщиков как я, которые захотят повторить данную конструкцию.
Полный размер
Полный размер
В работе: металл толщиной меньше 0,8мм. приваривает хорошо, ну а для того что бы справлялся с металлом потолще думаю нужно доработать клещи и возможно сделать острее угол на электродах.
Всем мира и ровных дорог!
www.drive2.ru
Точечная сварка из микроволновки своими руками
Насмотревшись интересных видео на YouTube, а также вдохновившись вот этой темой на ЧипМейкере я тоже очень захотел сделать точечную сварку из микроволновки своими руками.
Для изготовления сварки из микроволновки я приобрел трансформатор от микроволновки, медный многожильный провод 50 кв.мм. длиной порядка 2 м, но этого оказалось много… В качестве электродов для точечной сварки я использовал жала от паяльников диаметром 13 мм, другого медного прутка в моем городе раздобыть не удалось.
Итак, как изготавливал точечную сварку из трансформатора от микроволновки.
Как сделать трансформатор
Сначала я распилил трансформатор, чтобы снять вторичную обмотку, и повторю еще раз:
Обратите внимание, что трансформатор от микроволновки опасен для жизни! Т.е. его не стоит включать в сеть для проверки, пока не удалена вторичная обмотка, т.к. на ней напряжение порядка 2000В и он может убить человека на расстоянии!
С медного провода на 50кв. мм я снял изоляцию, т.к. она слишком толстая и рассчитана на 600 вольт, а у точечной сварки бывает напряжение 2-3 вольта всего.
Как шутят бывалые: Хватит и папируса для изоляции 🙂
Новую изоляцию я сделал из тканевой изоленты, провод получился заметно тоньше, в итоге на трансформатор влезло 3 вика провода — это уже хорошо, с родной изоляцией влезало всего 2 витка.
Что следует учесть при намотке вторичной обмотки трансформатора для точечной сварки:
- чем толще провод вы используете, тем меньше он будет греться и больший ток во вторичной обмотке вы получите, лучше даже использовать 70-100 кв.мм. Вся проблема в том, что окно для намотки провода в трансформаторе микроволновки остается не такое большое, как хотелось бы. Но если использовать другой трансформатор с большим железом, например ОСМ-1, то можно впихнуть и провод потолще.
- чем больше витков вы намотаете, тем больше будет напряжение во вторичной обмотке, у меня получилось 2.5 в, т.е. 0.8 в на виток, а чем выше напряжение, тем длиннее можно будет сделать провода до электродов, т.к. в проводах происходит падение напряжения.
- для наивысшего кпд сварки, провода до электродов должны быть минимальной длины, в проводах длиной пару метров, вы уже получите значительное падение напряжения, также следует максимально заполнить окно магнитопровода обмоткой.
После намотки вторичной обмотки транса, я склеил сердечник эпоксидной смолой.
Далее я припаял медные наконечники на концы провода от трансформатора, паял их газовой горелкой, сначала залудив их, а затем вставил в наконечники и добавлял припой пока наконечники не наполнил им полностью. Затем, после остывания я натянул на них термоусадки, которые были заранее надеты на провода. С одной стороны я зачистил наконечники до меди, чтобы избежать лишних потерь из-за сопротивления припоя. Хотя в паяном соединении уже будут потери, но тут уже ничего не поделаешь…
Изготовление электродов точечной сварки
Ознакомьтесь также с этими статьями
Для электродов, как говорилось выше, я использовал 2 жала от паяльников, отпилил необходимые куски, просверлил в них отверстия на 7 мм и нарезал резьбу М8.
Затем я сделал для них медные шпильки, еще из двух жал от паяльников меньшего диаметра 9мм — на них я нарезал резьбу М9, затем резьбу М8, чтобы получить шпильки нужного диаметра. Шпильки закручиваются в электроды, на них одеваются клеммы от трансформатора и сверху притягивается шайбой и обычной гайкой, не медной, так я получил хороший контакт с низким сопротивлением между клеммами от транса и электродами.
Электроды для своей точечной сварки я заточил как иголки, а затем изготовил третий электрод, который не затачивал — с таким электродом гораздо удобнее сваривать проволоку, а двумя острыми удобнее сваривать листовую сталь.
Корпус для сварки из микроволновки
Затем я изготовил корпус из фанеры толщиной 16 мм и верхнюю крышку из стали толщиной 1мм.
В корпус также был установлен компьютерный вентилятор с отдельным трансформатором и диодным мостом для него на 12 вольт, если есть в налчии вентилятор на 220 вольт, то конечно лишний трансформатор уже не нужен. Просто я делал из имеющихся материалов.
Ножки у корпуса — ножки от системного блока компьютера.
На задней стенке корпуса я разместил также двухполюсный автомат на 20 А.
На передней панели корпуса я установил 2 лампы — красная — питание прибора включено, зеленая — идет сварка.
Сварочные клещи
Советуем к прочтению другие наши статьи
Клещи для моей точечной сварки из микроволновки были изготовлен из профильной трубы на 15 мм, снизу нижней части установлена опора из куска профиля, чтобы аппарат не опрокидывался при сильном нажатии.
Ручка — кусок шестигранника на 12 мм и ручка от напильника. Крепление клещей — 2 уголка, купленные в магазине крепежа.
Кстати, электроды крепятся к клещам на уголках специально, чтобы можно было менять их угол наклона.
Выключатель сварки
Использован микропереключатель от микроволновки, который подает 12В на управляющую катушку реле РЭК-77/4. Т.к. моя сварка потребляет ток до 18А, я решил использовать такое реле, в нем есть 4 пары контактов, каждая из которых рассчитана на ток 10А, а соединил их параллельно и получил реле на 40А (спасибо пользователю с форума ChipMaker.ru).
Благодаря такому реле я даже не стал сильно изолировать выключатель, т.к. на нем всего 12в и небольшой ток (можно использовать любой микропереключатель), а не 220в, если бы я использовал выключатель без реле, тем более выключатель рассчитан на максимальный ток до 15А всего.
Реле включается в первичную обмотку трансформатора, т.к. использовать реле во вторичной обмотке представляется малореальным из-за большого тока…
Далее я собрал все вместе в аппарат, который вы видите на фото.
Что я получил в итоге
Мощность моего аппарата точечной сварки из микроволновки во время сварки порядка 4150 вт, потребляемый ток после 2 сек. сварки порядка 18 А, напряжение на вторичной обмотке получилось порядка 2.5 В, примерный ток во вторичной обмотке 1650 А.
Аппарат сваривает проволоку 3 мм очень быстро, даже плавит ее, если передержать… Сваривает листовую сталь 2 куска по 1.5 мм отлично, а также сваривает: 2 куска по 1 мм, 3 куска по 1 мм, больше еще не пробовал, думаю, что оно сможет варить сталь до 2 мм (2 куска по 2 мм).
Вторичная обмотка греется после примерно 7-10 точек.
Как можно усовершенствовать сварку из микроволновки?
- можно добавить в него реле времени , т.е. вы сможете выставлять точное время сварки, это удобно при сваривании множества одинаковых деталей.
- возможно, что стоит добавить в него термореле, чтобы при нагреве трансформатора, аппарат отключался до остывания, как в утюге
P.S. Статью написал довольно сумбурно, не все моменты рассмотрел, т.к. их довольно много, аппарат я переделывал 3 раза в течение 3 месяцев, поэтому в будущем статья будет дополняться новым подробностями и фото.
Приятно то, что сделал вполне рабочую точечную сварку из микроволновки своими руками, хотя нельзя сказать, что за так, т.к. на материалы ушло порядка 2 тыс., но настоящий плюшкин, все эти материалы найдет у себя в запасах 🙂
Фото точечной сварки из микроволновки:
Видео о точечной сварке из трансформатора микроволновки:
evmaster.net
Простой сварочный аппарат из микроволновки
Простой сварочный аппарат для электродуговой сварки может сделать каждый в домашних условиях, не применяя никакого специализированного оборудования или схем. Все что нам понадобиться это всего на всего две микроволновые печи, которые можно найти на свалке или два трансформатора из них.
Разбираем микроволновки и вытаскиваем трансформаторы.
Эти трансформаторы повышающие, то есть преобразуют 220 Вольт в напряжение порядка 2,5 кВ, нужное для работы магнетрона. Поэтому вторичная обмотка у них содержит менее толстый провод и с большим количеством витком. Такой трансформатор имеет мощность порядка 1200 Вт.
Чтобы собрать сварочный аппарат для дуговой сварки нам не придется разбирать сердечник этих трансформаторов. Мы просто спилим и высверлим вторичную высоковольтную обмотку. Обычно эта обмотка идет с верху, а первичная на 220 В снизу.
Инструмент, который нам понадобиться для работы.
Изготовление простого сварочного аппарата из микроволновки своими руками
Берем трансформатор и закрепляем, чтобы он не двигался. Берем ножовку по металлу и срезаем вторичную обмотку с обеих сторон у обоих трансформаторов. Если решитесь повторить, то будьте осторожны, не повредите первичную обмотку.
Затем сверлим обмотку дрелью со сверлом по металлу, снимаем тем самым внутреннее напряжение металлов, чтобы было проще выбить остатки.
Выбиваем остатки намотки.
У нас получилось два трансформатора с обмотками на 220 В. Трансформатор с лева, над обмоткой, имеет токовый шунт, разделяющий обмотки. Для увеличения мощности их тоже нужно выбивать. Такая манипуляция повысит мощность трансформатора процентов на 20-25.
Ещё бывает между большими обмотками маленькая низковольтная обмотка из пары проводов – её тоже выкидываем.
Берем многожильный провод в пластиковой изоляции сечением шесть квадратов и длиной 11-12 метров. Можно взять более многожильный провод, не грубый как у меня в примере.
Я намотал примерно 17-18 витков на каждый трансформатор, в высоту 6 рядов и в толщину 3 слоя.
Обмотки включаются последовательно. Я мотал все одним проводом, но можно мотать каждый трансформатор в отдельности, а затем соединить. Вся намотка очень плотная, не должна болтаться.
После завершения намотки, подключаем высоковольтные обмотки на 220 В параллельно. Я использовал автомобильные наконечники, с изоляцией термоусадочной трубкой.
Включаю в сеть всю конструкцию, и замеряю напряжение на вторичке, которую намотал. Получилась порядка 31-32 Вольт.
Затем я взял деревянную доску и прикрутил оба трансформатора саморезами, чтобы получилось единое целое.
При сварке я буду использовать электроды 2,5 мм и варить две железки толщиной 2 мм.
Вот результат.
В принципе варить можно, но не долго, так как трансформаторы сильно нагреваются и поэтому после каждого электрода нужно дать время аппарату остыть.
Тока хватает, поэтому варить тонкий металл не особо получается, так как его просто режет. Для уменьшения тока в цепи можно использовать дроссель или балансный резистор. В роли резистора можно взять отрезок стальной проволоки, включив его в цепь низковольтной обмотки, и уже его длинной подбирать ток, настраивая ровность горения дуги.
Результатом я доволен, для домашних нужд вполне сгодиться, учитывая ещё то, что все фактически мне досталось бесплатно.
Сморите видео изготовления сварочного аппарата для дуговой сварки
sdelaysam-svoimirukami.ru
Контактная сварка из микроволновки и самодельный таймер на PIC
Продолжаем велотему.
Когда ездил на работу на велосипеде, было неудобно возить в рюкзаке — потеет спина. Возить на багажнике неудобно — пакет сползает и норовит попасть в спицы. Нужна небольшая корзинка на багажник, которая удерживала бы небольшой груз от падения. Так как таких небольших корзинок не делают, решено делать самому. Для сборки такой корзинки нужна контактная сварка, она же может варить и аккумуляторы.
Процесс сборки корзинки багажника, батарей аккумуляторов, и самой сварки описан ниже.
«Тело сварки» — трансформатор от микроволновки.
Ножовкой удалена вторичная обмотка, удалены пластины между первичкой и вторичкой. Рекомендую именно ножовку, дремелем или болгаркой легко повредить первичную обмотку, а она еще нужна. В окно вторичной обмотки был заведен (запихан, забит) в 4 руки провод ПВ3 70 квадратных миллиметров, 1 метра достаточно. Провод идет очень тяжело, заправлялся вдвоем.
На провод газовой горелкой напаяны наконечники медные луженые, чисто медные напаять не получилось. К наконечникам крепятся электроды — 10 квадратов меди для сварки аккумуляторов и прямоугольные для сварки прутка или листа.
В случае с прямоугольными электродами они позволяют варить как проволоку, если электроды стоят плоскость на плоскость, так и лист если повернуть верхний электрод на угол, как на фото.
Прямоугольные электроды это пластины от комплекта установки токовых трансформаторов, при электромонтаже они не пригодились а здесь как раз.
«Мозги сварки» — самодельный таймер на микроконтроллере PIC16F628A, ссылка на который в заголовке обзора.
Был закуплен в магазине Chinese Super Electronic market, делаю там не первый и думаю не последний. При заказе в 15-30$ отправляет почтой с нормальным треком, хорошо упаковывает, не косячит с комплектацией. При этом у него обычно цены минимальны или близки к ним.
Кроме пикухи было закуплено
— Набор кварцевых резонаторов на все случаи жизни, 10 наименований по 5 шт — 2,7$ лот 50 шт.
— Микросхема стабилизатора 5в 50 шт 1,28$
— Мощные тиристоры BTA41-600 10 штук 4,8$
— Оптопара 10 шт 1,6$
— Сам PIC — 10 шт 13,8$
За основу взята схема из статьи
Схема
Из схемы взята силовая часть, прошивку было решено писать самому.
В схеме не понравилось использование двух кнопок — энкодером управлять быстрее и удобнее, малый диапазон выдержек.
Блок питания я обозревал уже тут же, в него добавлен стаб на 5в. Два напряжения питания 5в основные и 12в контрольные идут на контроллер. При выключении питания первым начинает падать напряжение 12в, оно через резистивный делитель идет на ногу контроллера (синий подстроечник, выставил 3в). Контроллер видит ноль на ноге, сохраняет параметры и идет спать.
Выход ноги PIC дает сигнал на оптрон, оптрон открывает тиристор, который в свою очередь включает первичку транса. Нагрева деталей не замечено. Возможно использовать твердотельное реле, как в предыдущей статье на этом ресурсе. Я тоже в прошлом сварочнике использовал твердотелку, но оптрон+тиристор меньше и дешевле при закупке по 10 шт.
— Энкодер был закуплен такой,
В нем уже есть резисторы подтяжки, энкодер не только крутится но и нажимается.
При нажатии на энкодер цифра начинает плавно мигать (сделал изменение яркости по синусоиде) — показывает количество импульсов до 9, то есть варить можно повторным или тройным импульсом, пауза между импульсами равна длительности импульса, скважность 50% в общем. При повторном нажатии энкодера запоминает параметр в память (проверяет изменился ли он) и переходит опять в режим работы.
Индикация на двух светодиодных семисегментных индикаторах, индикация динамическая.
При сварке обычно нужны свободными обе руки, для запуска сварки была сделана педаль — кнопка звонка.
При включении таймер на 1 сек показывает-напоминает количество импульсов.
Потом индикация выдержки
.2 -0,02сек
0,2 -0,2 сек
2,2 -2,2 сек.
максимум 9,9 секунд, минимум 0,01 сек.
При нажатии педали и отработке выдержки показывается — —
Пинцет на должен дергаться при отработке выдержки, не очень наглядно получилось.
работы таймера 1,33 мин
Физически таймер собран в корпусе блока питания принтера HP, от него использована плата, как несущий элемент и разъем питания предохранитель и фильтрующие конденсаторы на входе.
Что то собрано на стойках, что то приклеено на термоклей, в общем все элементы колхоза. Как ни странно, все работает.
Слабонервным и перфекционистам фото потрохов не смотреть
сварки гвозди 4+4мм.
Результат после
Результат сварки
Багажники, на оба багажника хватило 1 кг проволоки оцинковки 3 мм, цена около 1.5-2$
Мой ячейка 4*4см, жены для велосумки ячейка 5*5 см
Сварка батарей для шуруповертов
остатки оцинковки
UPD.
Добавлено фото покрупнее
Краткое описание принципа действия и сборки:
Контактная сварка — процесс образования неразъёмного сварного соединения путём нагрева металла проходящим через него электрическим током и пластической деформации зоны соединения под действием сжимающего усилия. (Вики)
То есть нужен большой ток и усилие сжатия. В промышленных аппаратах усилие сжатия и ток регулируются электроникой, есть сварочники с гидравлическим сжимом. Самые простые те, где сжимаются руками, как в моем варианте. Еще необходим ток. Трансформатор от микроволновки позволяет заменить вторичную обмотку, вместо повышающей ставим понижающую. Напряжение большого значения не имеет, ток получается достаточный. При использовании бОльших трансформаторов возможно повреждение проводки, токи первичной обмотки в трансформаторе микроволновки в районе 15-20 ампер, хороший домашний вариант.
Кроме силовой части, которая обеспечивает ток и иногда прижим, иногда необходима электронная часть. Можно поставить в первичную обмотку автоматический выключатель на 16А, как в подъездном щитке, и с помощью него руками «на глаз» задавать временную выдержку воздействия тока на.
Например так
Если хочется немного удобства, держать обе обеими руками то можно добавить кнопку. Но не каждая кнопка выдержит токи в 15 ампер, для этого можно использовать твердотельное реле или пускатель. Если катушка пускателя или вход твердотельного реле низковольтный, не 220В, то нужен блок питания. Такой вариант на следующей картинке.
Блок питания дает 12 или 24 или любое другое безопасное напряжение, оно через кнопку К включает реле/пускатель, ногой нажимать удобно и кнопка не выгорает.
При больших выдержках порядка 2-5 сек и больших деталях это допустимо. Но при сварке аккумуляторов обычно используются пластины 0,1-0,2мм толщиной и необходимы короткие выдержки порядка 0,01-0,1 сек. Такие выдержки сложно отработать руками, превышение времени выдержки это прожег пластины, а иногда и аккума, а они не дешевы.
Для повторяемости результата ставится электронный таймер, который формирует необходимые короткие выдержки.
На следующей картинке схема с таймером.
Итого почти самый продвинутый вариант — трансформатор с замененной вторичкой, таймер кнопка, блок питания, можно комбинировать по вкусу. Например если таймер на 220в то блок питания не нужен, но может поджариться нога, если на педали будет 220в.
Краткая инструкция по сборке:
-Найти микроволновку, разобрать, извлечь транс (он 2/3 веса микроволновки).
-Проверить, живая ли первичная обмотка, она обычно намотана более толстым проводом, прозвонить. Не включать! Возможно появление высокого напряжения на вторичной обмотке и корпусе трансформатора.
-Аккуратно удалить обмотку с самый тонким проводом, если толстая живая. Зажать в тиски, спилить ножовкой или любым другим не особо мощным инструментом, остатки выбиваются.
-Удалить шунты (пластины между первичной и вторичной обмоткой).
-Бывает еще несколько витков накальной обмотки. Ее тоже можно удалять.
-В освободившееся окно намотать вторичную обмотку. Для сварки аккумуляторов достаточно 35 квадратов меди, для более толстых материалов 70-100мм. Возможно придется снять заводскую изоляцию и изолировать термоусадкой/изолентой. Два-три витка обычно достаточно. Провод называется ПВ3*70 или провод сварочный. Может ПВ5*70, но таких не видел.
-Оконцевать провод. Обычно используют наконечники медные луженые, наконечники медные. Можно обжать или напаять их или и то и другое.
-Закрепить на концах провода электроды. Для сварки аккумуляторов достаточно 10 квадратов меди (ПВ3*10), Для более толстых металлов изготавливаются электроды из медного прутка большого диаметра, на концах заточены. Чем лучше соединение электродов и провода и чем короче провод тем больше ток и лучше сварка.
— Добавить таймер, кнопку, корпус по вкусу. Можно добавить на рычаг верхнего электрода светодиод, освещающий рабочую зону. Можно добавить еще одну обмотку на 3-5 витков и припаять к ней зуммер 5В (белый провод у меня на фото), он будет пищать при сварке.
Ссылка на проект протеус
drive.google.com/open?id=0B0G2PPYK72EgOXF4eDNxTkMtWkE
в протеусе не силен, но вроде работает.
ссылка на прошивку
drive.google.com/open?id=0B0G2PPYK72Egc1lfT0t2OHFyTUE
RV2 подстроить до 3в, ниже лог. 0 и идет команда сохраняться в память.
Мотор-энкодер, две кнопки чтоб крутить его, кнопка сработки и кнопка энкодера
порты В для индикатора — ABCDEFG-2345610
индикаторы у меня sc56-11gwa, то есть общий катод.
осциллограммы
в названии видно выдержку в сек.
В первой выдержка 0,01 сек, импульсы по одному вручную, правее 5 импульсов по 0,01
остальные все по 5 импульсов автоматом через паузу, равную выдержке.
ток короткого замыкания 1200А, напряжение хх 1.9В
Сварка батареи электровелосипеда
Это видео с прошлого сварочника, там 3 витка *35мм
Провод более тонкий и гибкий, суть та же.
Пластина 0,1*4мм
mysku.ru
Практическое руководство. Создайте собственный аппарат для точечной сварки
Аппараты для точечной сварки
используются при производстве автомобилей, корпусов ПК, источников питания, микроволновых печей, распределительных коробок, клеток Фарадея и различной электроники. Точечный сварочный аппарат используется потому, что он обеспечивает четко очерченную точку контакта сварного шва. Материалы свариваются без чрезмерного нагрева, поэтому детали легко обрабатываются. Сварка также хорошо контролируется и воспроизводится. В этом практическом руководстве мы рассмотрим основы точечной сварки, а затем покажем вам, как построить ее из трансформатора для микроволновой печи.
Электроды для точечной сварки выполняют как минимум три функции. Они передают электрическую энергию материалу, одновременно удерживая его вместе; это также контролирует сопротивление. Чем больше сила сжатия, тем меньше сопротивление, что приводит к уменьшению резистивного нагрева. Меньшая сила сжатия приводит к увеличению резистивного нагрева. Электроды также отводят тепло от материала в выключенном состоянии, помогая охлаждать и отпускать сварной шов. Резистивную точечную сварку обычно называют «самородком».Сварщики точечной сварки обычно работают с черными металлами, что несколько ограничивает область их применения. Большинство сварочных швов используют при низком напряжении и большом токе. Сварщик в этом практическом руководстве работает от вторичной обмотки 3 В переменного тока. Первичная линия — это линейное напряжение 120 В переменного тока, к которому следует обращаться с уважением. Низковольтная вторичная обмотка делает сварщика очень безопасным, поэтому опасность поражения электрическим током от электрода практически отсутствует. Однако существует риск ожога из-за высоких температур, как и у любого сварщика.
Данный сварочный аппарат не предназначен для сварки панели кузова вашего Jeep 1966 года выпуска; он не будет работать с материалом тяжелее листового металла толщиной 20 мм. Он предназначен для небольших проектов, так как он не может работать в непрерывном режиме. Возможные варианты использования: Сварочный электродный материал для электролизеров. Работа с тонкими компонентами вакуумной лампы. Построение легкого каркаса для небольшой роботизированной платформы. У большинства из нас есть достаточно деталей, чтобы построить сварочный аппарат.Если у вас есть трансформатор для микроволновой печи (ТО), то вы на полпути. Кстати, в 2006 году мы рассмотрели аппарат для дуговой сварки в микроволновой печи.
Нам также понадобился медный провод большого сечения. Мы использовали около четырех футов проволоки 4AWG, чтобы построить точечный сварочный аппарат, показанный на фотографии. Среди других материалов — лом 2 × 6, 2 × 2, два медных наконечника для винтов, два наконечника для медных сварочных кабелей, два наконечника для сварочных аппаратов MIG, два оцинкованных уголка размером 4 ″ x 3/4 ″, винты для гипсокартона и три шайбы.
На фото вверху работающее ТО. Первое, что нам нужно было сделать, это удалить вторичные катушки. А именно обмотка высокого напряжения и обмотка низкого напряжения. Мы использовали угловую шлифовальную машину с отрезным кругом, стараясь не порезать первичную обмотку.
Обрезаем вторичный заподлицо с сердцевиной ламината ТО. Обе стороны ТО должны быть отрезаны. Осмотрите MOT на предмет признаков того, что ламинат был сварен. Мы обнаружили, что сварные ТО могут выдерживать немного больше злоупотреблений, чем их запаянные части.Если возможно, постарайтесь сохранить изоляцию жилы в том месте, где будет наматываться вторичная обмотка. Хотя, если изоляция повреждена, это не пустяк. Изоляция немного облегчает обертывание вторичной обмотки большого сечения.
После удаления вторичного у нас получилось нечто похожее на фото выше. Если материал магнитного шунта выпадет, обязательно замените его, как было раньше. Шунт предохраняет сердечник от передачи слишком большой мощности вторичной обмотке. Магнитный балласт, если хотите.Шунт контролирует насыщение сердечника. Такой проект грубой силы полагается на такой шунт для правильной работы.
Перемотка ТО с 4AWG — это не прогулка по парку. Если вы повредили изоляторы жил, рекомендуем на их место обернуть слой изоленты. Это поможет избежать повреждения изоляции провода, когда он протягивается через сердечник. Наш опыт показывает, что 3-4 обмоток вполне достаточно. В конце концов, этот аппарат для точечной сварки полагается на высокий ток и предельное сопротивление.Не высокое напряжение.
Мы тщательно следили за тем, чтобы вторичная обмотка была намотана по спирали, чтобы завершить вторичную обмотку.
Смонтировали ТО и 2 × 2 на базу 2 × 6. Эта конкретная сборка использовала 12 ″ 2 × 6 с двумя 7 ″ 2 × 2. Эти размеры могут работать или не работать в зависимости от физического размера вашего ТО. Единственная важная часть здесь — как можно короче длина провода.
После установки нижней челюсти мы также прикрепили угловые скобы.Было обнаружено, что запасная часть 2 × 2 в качестве прокладки хорошо подходит для выравнивания верхней и нижней челюсти. После того, как верхняя челюсть была выровнена, мы прикрепили ее к угловым скобам винтами. Это сформировало шарнирную часть челюсти.
На рисунке выше показаны наконечник сварочного аппарата MIG и медный наконечник винтового типа. Это улучшение по сравнению с предыдущей моделью, которую мы построили. Первоначально мы использовали медную трубку с отверстием и кусок заземляющего провода 6AWG, который служил сварочным электродом. Заземляющий провод удерживался на месте винтом, который ввинчивается внутри медной трубки перпендикулярно электроду.Это было очень грубо, но сработало. Этот новый метод намного практичнее.
Вот два электрода, готовые к установке на нижнюю и верхнюю челюсти. Мы дважды проверили электроды MIG, чтобы убедиться, что они затянуты. Неплотное соединение отводит тепло от сварочного стержня.
Равномерно выравнивая сварочные электроды, мы внимательно следили за тем, чтобы верхняя челюсть оставалась в естественном положении, в котором она была установлена. Это позволило сохранить плоскую контактную площадку для сварочных электродов.После того, как мы убедились, что электроды правильно выровнены, челюсти были помечены. Затем мы просверлили небольшое отверстие. Поскольку мы устанавливали с зерном 2 × 2, отверстия помогли защитить от раскола 2 × 2.
Установив электроды, мы отрезаем провод до нужной длины. Мы никогда не сокращаем именно ту сумму, которая нам нужна. Мы всегда режем больше, чем нам нужно. Это практическое правило должно применяться ко всей электропроводке. Ведь обрезать лишнее намного проще, чем заворачивать новую второстепенную.
Мы согнули провода примерно в тех местах, где они должны были быть собраны, и сняли с них изоляцию для подготовки к сварочным наконечникам обжимного типа. Также неплохо было бы раздеться больше, чем нужно. Просто отрежьте лишнее после того, как определите глубину выступов. Никогда не обжимайте изоляцию наконечником. Это создаст потенциальную проблемную зону из-за потери проводимости.
Использование хорошего неизолированного обжимного инструмента для закрепления провода. Мы проверили обжим и проверили его на буксировку.Просто потяните за провод, если он ослаблен, он вытащится. Если он не вытаскивается, значит, был сделан соответствующий обжим, подходящий для высокого тока.
Гофрированные проволоки крепились к сварочным электродам винтами. Мы были осторожны, чтобы не затянуть винты слишком сильно. Если бы из дерева вырвался шуруп для гипсокартона, нам пришлось бы использовать вместо него шуруп большего размера. После того, как оба сварочных электрода были прикреплены к губкам, мы выровняли электроды. Пассатижами сгибаем электроды так, чтобы они соприкасались друг с другом равномерно.Электроды должны быть уже достаточно близко, так как они были выровнены перед сверлением.
Мы открыли челюсти и соединили первичную обмотку с электрическим шнуром, а затем проверили вторичную. Если выключатель срабатывает, проверьте следующее:
- Короткое замыкание вторичной обмотки (зажимы закрыты)
- Магнитные шунты отсутствуют или неправильно переустановлены
- Неисправность линейной проводки на первичную обмотку или короткое замыкание на первичной обмотке
- Слишком большая нагрузка на цепь испытания или выключатель недостаточного номинала
Мы соблюдали надлежащие правила электромонтажа.Также подчеркивается, что это сварщик, и у него должен быть выделенный контур, как и у любого другого сварщика.
При физическом отключении питания мы проверили совмещение сварочного электрода с материалом, с которым мы собирались работать. Перед подключением питания и выполнением начальной сварки мы соблюдали несколько правил техники безопасности. Это сварщик, который производит очень высокие температуры. Держите пальцы подальше от сварочных электродов. Дайте материалу остыть перед работой.Всегда надевайте защитные очки. Возможно, вам будет интересно прочитать о параметрах точечной сварки. Есть еще проблема горючих материалов…
В этом Compaq использовался очень тонкий алюминий для поддержки экрана и соединения петель. Металл сломался и разрушил большую часть нижнего пластика. Мы смогли изготовить новые опоры из листового металла из нержавеющей стали 22AWG. Все сварные швы выполнялись точечным сварочным аппаратом со специальным регулятором мощности. Контроллер питания будет рассмотрен в другом руководстве.
Точечная сварка из СВЧ своими руками: инструкция по изготовлению
В хозяйстве часто требуется аппарат точечной сварки, но его сложно купить из-за высокой цены. Между тем, в этом нет ничего сложного, и сделать устройство можно самостоятельно. Основа сварочного аппарата — трансформатор. Для личных нужд точечную сварку из микроволновки можно произвести своими руками. Чтобы лучше понять устройство, сначала нужно понять, как оно работает.
Принцип работы аппарата для точечной сварки
Металлические детали помещаются между электродами из меди или латуни, которыми они прижимаются друг к другу. После этого через них пропускается электрический ток, нагрев места сварки становится докрасна. Детали становятся пластичными, а в месте стыка образуется жидкая ванна диаметром около 12 мм. Под действием давления происходит сварка стыка.
Подача тока и разогрев происходят в виде импульса, после чего детали продолжают фиксироваться в одном положении, пока они немного не остынут.
Ознакомившись с принципом работы, легче разобраться, как сделать точечную сварку самому.
Преимущества и недостатки точечной сварки
Основными преимуществами точечной сварки являются:
- экономичность;
- высокая прочность сцепления;
- простота устройства;
- возможность изготовления своими руками;
- возможность автоматизации процессов в производственных условиях.
Контактная сварка не обеспечивает герметичного соединения, что является серьезным недостатком.
Требования к сварочному аппарату
- Возможность изменения длительности процесса.
- Создание значительного давления в месте сварки с максимумом в конце нагрева.
- Наличие электродов с высокой электропроводностью и теплопроводностью. Для этого подходят электролитическая медь, ее сплавы с хромом и вольфрамом, бронза с добавками кадмия и кобальта. Для отечественного мастера наиболее доступны медь и ее сплав ЭВ.Площадь контакта рабочего конца электрода должна быть в 2-3 раза меньше размера сварного шва.
Изготовление сварочного аппарата своими руками
Из описания принципа работы становится понятно, что ручная точечная сварка должна сначала обеспечить нагрев деталей в точке контакта до точки плавления. Мощность обогрева у приборов разная, и нужно представлять, для каких целей будет использоваться самодельный прибор.
Детали для изготовления: трансформатор
- ;
- изолированный провод диаметром 10 мм;
- электроды;
- переключатель;
- насадки;
- болты;
- подручный материал для изготовления корпуса и сварочных клещей (фанера, деревянные бруски).
Аппараты производят преимущественно настольные. Портативные устройства широко используются и зачастую не уступают стационарным.
Клещи для точечной сварки
Электроды вставляются в наконечники, а последние прикрепляются к концам сварочных клещей, изолированным друг от друга. Проще всего сделать их из деревянных брусков вместе с обшивкой из фанеры.
Перемещается только верхний рычаг, а нижний рычаг крепится к основанию. Усилие сжатия требуется обеспечить как можно больше, особенно когда нужно сваривать толстые листы металла.Для этого нужен мощный рычаг. Он должен быть подпружинен, чтобы электроды в исходном состоянии были открыты. В домашних условиях желательно обеспечивать давление не более 30 кг. Рукоять может быть длиной до 60 см, а электроды крепятся ближе к оси вращения, так, чтобы плечо было 1:10. В промышленности используются пневматические и гидравлические устройства для необходимого прессования деталей с регулируемым усилием.
Выключатель удобно подводить к ручке. Он будет подключен к первичной обмотке, по которой протекает небольшой ток.Устройство также управляется магнитным пускателем с помощью ножной педали. Вторичная обмотка и корпус трансформатора заземлены.
Трансформатор в сборе
При точечной сварке из СВЧ Основной частью устройства является силовой трансформатор мощностью 700-1000 Вт. Чем он будет выше, тем лучше. Преобразователь СВЧ сварной. Ему нужно снять только вторичную обмотку, не повредив первичную. На выходе необходимо получить сварочный ток не менее 500 А.Для этого необходимо перемотать новую обмотку сверху первичной обмотки, из проволоки диаметром не менее 1 см. Для него в пазах трансформатора имеется зазор, через который 2-3 витка толстого изолированного провода плотно входят в отверстие между сердечником и первичной обмоткой. Аппарат на 1 кВт подходит для сварки пластин толщиной до 3 мм.
Точечная сварка из СВЧ своими руками создает ток во вторичной обмотке до 2 тысяч А.При его большем значении будут заметны скачки напряжения в сети и в квартире это может негативно сказаться на работе электронных устройств. В частном доме можно использовать более мощный прибор.
Как разобрать микроволновку — не проблема. Важно, чтобы его трансформатор давал необходимую мощность. Часто для его увеличения используют два одинаковых преобразователя напряжения, которые соединены параллельно друг другу. Для этого создается схема точечной сварки из двух одинаковых вторичных обмоток с подключением одинаковых клемм на входе и выходе.В этом случае увеличение мощности достигается в 2 раза без изменения напряжения. Сварочный ток также увеличится вдвое. Важно не перепутать клеммы, чтобы не произошло короткого замыкания. В результате можно будет сваривать пластины толщиной до 5 мм.
При последовательном соединении вторичных обмоток выходное напряжение каждой из них суммируется. При этом также необходимо избегать неправильного подключения в противофазе. Для этого выход подключается к нагрузке и вольтметр измеряет переменное напряжение.
Трансформаторы прикреплены к основанию корпуса и заземлены.
Производство электродов
Для изготовления электродов проще всего найти медные стержни. Для небольшого устройства их можно сделать из жала мощного паяльника. Электроды быстро теряют форму, и их необходимо периодически подтачивать. Просверлили отверстие, через которое болты подключаются к проводам вторичной обмотки.
Требования к электродам:
- прочность при рабочей температуре;
- простота обработки;
- высокая теплопроводность и электрическая проводимость.
Этим требованиям в наибольшей степени удовлетворяют медные сплавы с добавками вольфрама и хрома или бронзы, содержащие кобальт и кадмий. ЭВ считается лучшим сплавом.
Нижний электрод закреплен, а верхний электрод закреплен на плече. Важно обеспечить их надежную изоляцию.
Устройство подключается к сети с помощью автоматического выключателя на 20 А.
Подключение проводов
Подсоедините провода к электродам, длина которых должна быть как можно меньшей.Они припаяны к медным наконечникам. Отдельные жилы провода тоже припаивают друг к другу, потому что при большом токе могут окисляться точки контакта, и пропадать питание. Обжимать наконечники не рекомендуется, так как в местах контакта возникает дополнительное сопротивление.
Контактная сварочная техника
Сварка производится только после нажатия на электроды, иначе они могут загореться. Основные параметры сварки следующие:
- сила тока;
- длительность импульса;
- сила прижатия электродов;
- форма и размеры электродов (сфера, плоскость).
Максимальное сжатие создается при прохождении тока и через короткое время после него. В этом случае металл успевает кристаллизоваться, и соединение получается более прочным.
Аппарат желательно охлаждать вентилятором. Необходимо следить за температурой электродов, проводов и обмоток трансформатора. Если они разогреваются, происходит перерыв.
Время точечной сварки зависит от величины силы тока и подбирается экспериментально.Обычно это несколько секунд. Листовой материал в основном связан, но могут быть и стержни.
Режим сварки может быть жестким и мягким. В первом случае прикладывается большой ток и создается большая сила сжатия с короткой длительностью импульса (не более 0,5 с). Жесткий режим подходит для сварки сплавов из меди и алюминия, а также легированных сталей. Мягкий режим отличается большей длительностью импульса. Он больше подходит для домашних условий, где не всегда удается добиться необходимой мощности.Свариваются заготовки из обычных углеродистых сталей.
Давление, плотность тока и размер пятна зависят от диаметра контактной поверхности электрода.
В бытовых конструкциях аппаратов для точечной сварки величина тока обычно не регламентируется. В целом ориентация ориентирована на продолжительность нагрева, а контроль осуществляется путем изменения цвета деталей. Если требуется регулировка напряжения, можно использовать лабораторный автотрансформатор, подключенный на входе.Чтобы катушка не сгорела при большом токе, при замыкании колесом используются устройства с пошаговой регулировкой напряжения.
Применение точечной сварки
Домашнему мастеру контактная сварка необходима для небольшого ремонта, когда необходимо соединить небольшие листы металла. Он используется для замены батарей электроинструментов, ноутбуков и подобного оборудования, чтобы снизить затраты на замену батарей. Высокая скорость процесса не дает деталям перегреваться.
Заключение
Выбор аппаратов для точечной сварки на рынке велик, но их стоимость остается высокой. К тому же сложно подобрать нужные параметры. Устройство можно изготовить самостоятельно, а все необходимое можно найти дома или в мастерской. Точечная сварка из СВЧ-печи, собранной своими руками, работает надежно и обеспечивает необходимый мелкий ремонт деталей при правильном подборе всех параметров. Важно понимать, для каких целей он изготовлен.
p >>
18650 Сварщик для точечной сварки — с питанием от автомобильного аккумулятора
- Дешево — Планируется использовать только один.
- Надежно — мне нужно было сделать более 500 пар точечной сварки
- Легко и быстро изготавливать — в идеале, используя детали, которые были у меня под рукой
- Относительно безопасно — нет высокого напряжения около
В рамках моего проекта электрического горного велосипеда мне понадобилась большая литиевая батарея. Ничего не найдя в своем бюджете, я решил сделать аккумулятор 18650 по своим спецификациям.
Мне нужно было приварить никелевую ленту точечной сваркой к клеммам ячеек 18650. Аппараты для точечной сварки 18650 широко доступны в сети и, вероятно, стоит вложений, если у вас есть спрос на них. Однако я планировал собрать только один аккумулятор, поэтому я сделал свой собственный аппарат для точечной сварки.
Беглый поиск чужих проектов выявил множество устройств на базе трансформаторов для микроволновых печей. Мне это показалось сложным и немного опасным. У меня не было микроволновой печи, которой я хотел бы пожертвовать.В моей машине был отличный источник сильного тока, который большую часть времени бездействовал. Можно ли для точечной сварки использовать автомобильный аккумулятор со схемой переключения по времени?
Быстрый поиск на YouTube обнаружил канал darkkevind. В этом видео, в частности https://youtu.be/o1NFbchHeM8, он демонстрирует своего точечного сварщика. Его устройство представляет собой стандартный автомобильный аккумулятор, подключенный к соленоиду стартера мотоцикла. Соленоид приводится в действие кнопкой, которая переключает питание на два сварочных электрода, изготовленных из медных гвоздей.Его конструкция работала хорошо, но я чувствовал, что могу развить ее, чтобы сделать систему более надежной.
В моей конструкции в качестве переключателя тока используется соленоид стартера DELCO 130493 (часть шаблона). Мне понравилась компоновка клемм, которые можно было хорошо соединить со «смещенным» зажимом клеммы аккумулятора. Кронштейны также позволили аккуратно установить корпус электроники. Все предметы по очень низкой цене.
| Вверху: 8-миллиметровые клеммные штифты соленоида хорошо прижимаются к клеммам аккумулятора | Вверху: Катушка соленоида находится между маленькой шпилькой справа и монтажным кронштейном |
Таймер управляется соленоидом Схема построена на двойном моностабильном мультивибраторе CD14538BE, работающем в режиме без охлаждения.Несколько пассивов используются для деблокировки базового ножного переключателя в качестве входа. Катушка соленоида приводится в действие МОП-транзистором FQP30N06L. Таймер регулируется в пределах от 10 до 110 мс с помощью потенциометра. Схема питается от отдельной 9-вольтовой батареи, хотя она может питаться от автомобильного аккумулятора при надлежащей развязке. Все это размещено в литом под давлением алюминиевом корпусе. Обратите внимание, что катушка соленоида подключается между винтовым зажимом «S» и монтажным кронштейном. Клемма «I» — это нормально замкнутый контакт соленоида, а не соединение катушки.
| Вверху: ножной переключатель. Работал на удивление хорошо, когда приклеен к полу … | Вверху: Схема таймера |
Электроды изготовлены с использованием медных гвоздей, припаянных к коротким отрезкам многожильного кабеля 8AWG. Медные гвозди можно быстро затачивать напильником, поэтому их замена не требовалась. Несколько слоев термоусадки обеспечивают тепловую и электрическую изоляцию.
| Вверху: электроды из медных гвоздей, припаянные к 8-миллиметровому многожильному кабелю |
Несмотря на медленное переключение соленоида, контакты будут оставаться закрытыми в течение того же времени, что и ток, подаваемый на катушку . На закрытие соленоида требуется около 5 мс, но диод на катушке сохраняет активное магнитное поле, обеспечивая точные импульсы при минимальной настройке таймера 10 мс.
Первые испытания были весьма увлекательными.Батареи всего несколько месяцев, а внутреннее сопротивление очень низкое, что приводит к очень сильным импульсам тока, которые могут разрушить никелевые полоски, если импульс будет более 20 мс или около того. Много летящего расплавленного металла…
Я экспериментировал с «токоограничивающим резистором», состоящим из присадочной проволоки для сварки TIG длиной 1,6 мм. Это позволило мне использовать более длительные сварочные импульсы с меньшим током. Я обнаружил, что в результате получился гораздо более прочный сварной шов, чем при более коротком импульсе более высокого тока ….
Читать далее »
Как построить клетку Фарадея
Обновлено 28 декабря 2020 г.
Автор С. Хуссейн Атер
Электричество может быть опасным, но принятие соответствующих мер безопасности может позволить вам изучить, как протекают заряды, как возникают электрические поля и как другие явления в функции электричества.
С момента появления электричества в физике ученые использовали оборудование, чтобы защитить себя от повреждений при проведении экспериментов.Эти знания позволят создать клетки Фарадея как метод защиты людей от поражения электрическим током.
Клетка Фарадея
••• Сайед Хуссейн Атер
Клетки Фарадея или Экраны Фарадея блокируют электромагнитные поля с помощью проводящих материалов на своей поверхности для перенаправления электромагнитных волн. Внешнее электрическое поле заставляет электрические заряды в материале клетки изменяться в зависимости от того, как они распределяются по отношению к электростатической индукции, чтобы предотвратить проникновение поля внутрь клетки.
Хотя они не могут блокировать медленно изменяющиеся магнитные поля, такие как у Земли, клетки Фарадея использовались для создания комнат, окруженных металлическими сетками или перфорированными листами для предотвращения проникновения электромагнитных токов.
Когда внешнее электрическое поле вступает в контакт с клеткой, клетка генерирует такое же электрическое поле, как если бы заряд был помещен внутрь. Поверхность нейтрализуется избыточным зарядом, текущим на землю, если клетка заземлена. Это предотвращает образование напряжения на другой стороне клетки, чтобы поле не проходило через материал.Заряды перераспределяются на другой стороне материала, поскольку на поверхности индуцируются электростатические заряды.
Клетка Фарадея DIY
Этот метод построения клетки Фарадея требует металлических листов меди или алюминия, ленты, ножниц, картона или аналогичного материала и воздушного шара для проверки работоспособности клетки. Лучше всего подходят алюминий, медь или сетка для проволочной сетки Фарадея. Клетки Фарадея требуют тесного контакта между металлическими компонентами, поэтому сетчатая конструкция может работать хорошо.
Сформируйте из контейнера щит Фарадея или клетку, превратив его, например, в коробку, которая может защитить вас от вашего окружения. Оберните емкость фольгой или металлическими листами. Убедитесь, что клетка имеет плотный контакт между листами металла.
Вырежьте экран так, чтобы вы могли видеть снаружи изнутри клетки. Убедитесь, что отверстия меньше длины волны электромагнитного излучения, проникновение в которое вы хотите заблокировать.
Вот некоторые общие инструкции:
- Отмерьте квадрат 10 x 10 дюймов металлической сетки экрана и вырежьте его.
- Точно так же отрежьте пять 8-дюймовых кусков дерева или картона.
- Прикрепите скобу, скотч или другим способом металлическую сетку к дереву или картону.
- Соедините полоски вокруг сетки на расстоянии примерно 5–6 дюймов друг от друга, чтобы они покрывали или окружали всю сетку.
- Сформируйте из материала коробку или контейнер, чтобы создать клетку Фарадея.
Клетка Фарадея Wi-Fi
Попробуйте использовать свой мобильный телефон внутри клетки.Он принимает или передает сигналы Wi-Fi? У вас все равно должно быть более слабое количество Wi-Fi, потому что клетки Фарадея могут ослабить частоту сотовых телефонов, но не полностью остановить ее.
Радиоволны, которые используют сотовые телефоны, имеют достаточно малые частоты, чтобы просачиваться через небольшие отверстия в корпусе, поэтому вам придется припаять или заварить небольшие зазоры в клетке Фарадея, чтобы действовать против них.
Применение клетки Фарадея
Химики используют клетки Фарадея для уменьшения шума от внешних источников при выполнении точных измерений.Исследователи цифровой криминалистики используют сумки Фарадея, клетки Фарадея из гибкой металлической ткани, чтобы предотвратить удаленное стирание и изменение улик.
Клетки Фарадея обеспечивают безопасность компьютеров, предотвращая такие действия, как шпионаж. Автомобили и самолеты действуют по сути как клетки Фарадея, предохраняя пассажиров от контакта с опасными электрическими зарядами.
Клетки Фарадея также используются для предотвращения помех радиопередатчикам с другим оборудованием и защиты людей и объектов от токов ударов молний и разрядов.Бытовая техника тоже ими пользуется. Микроволны имеют экраны, предотвращающие выход волн изнутри, а телевизионные кабели уменьшают внешние электромагнитные помехи для создания изображений.
Различная проводимость металлов может влиять на то, как клетки Фарадея предотвращают проникновение электрических полей. Медь является наиболее эффективной, используемой в больничных аппаратах МРТ и компьютерных приборах, из которой можно преобразовать латунь и сплавы фосфорной бронзы для более конкретных целей.
Алюминий также является хорошим материалом, потому что он прочен для своего веса и обладает высокой проводимостью, но со временем может ржаветь и плохо паяться. 2}
, в котором r — это радиус между заряженными частиц, ε 0 — постоянное число диэлектрической проницаемости вакуума, равное 8.854 × 10 −12 F⋅m −1 и e 1 e 2 — заряды частиц.
Находясь внутри клетки, любое электричество, которое контактирует с внешней поверхностью, можно измерить по этой формуле. Чистое поле внутри клетки остается нулевым, защищая все, что находится внутри клетки.
Заряды в проводнике, таком как проводящий материал клетки Фарадея, в состоянии равновесия должны находиться как можно дальше друг от друга, чтобы заряд оставался на поверхности.Это удерживает электрическое поле внутри нуля. Если вы вынесете положительно заряженный объект за пределы клетки, электроны на внутренней поверхности будут скапливаться вокруг него, чтобы нейтрализовать его.
Дом с клеткой Фарадея
Если вы представили себя в доме с клеткой Фарадея, вы могли бы использовать различные материалы, чтобы защитить себя от электромагнитных помех.
Медь — самый надежный элемент для применения в медицине для магнитно-резонансной томографии (МРТ), защищающий людей от вредного воздействия электромагнитного излучения.Его также легко комбинировать с другими элементами для создания сплавов, таких как латунь, фосфорная бронза и бериллиевая медь, с более высокими значениями проводимости.
Сталь с предварительным лужением — это экономичный материал, который блокирует проникновение низких частот. Углеродистая сталь — еще один идеальный выбор, который может блокировать частоты, которые пропускают другие сплавы и элементы. Эти материалы часто покрыты оловом, чтобы предотвратить их коррозию.
Медный сплав известен своей устойчивостью к коррозии.Алюминий — еще один идеальный выбор, который, хотя вам необходимо изучить его гальваническую коррозию и окислительные свойства, может использоваться в самых разных областях благодаря хорошему соотношению прочности к весу и высокой проводимости.
Клетка Фарадея для истории генераторов
••• Сайед Хуссейн Атер
В 1836 году физик Майкл Фарадей наблюдал, что заряженный проводник будет накапливать избыточный заряд внутри самого материала, а не в полости, которую он заключил.Он покрыл комнату металлической фольгой. С помощью электростатического генератора снаружи он заметил, что внутри не было заряда, согласно его электроскопу, устройству, используемому для измерения электрического заряда. Он использовал это, чтобы построить клетку Фарадея для этого генератора.
Семь лет спустя Фарадей продемонстрировал, что заряд остается на поверхности проводника для металлических поверхностей. Используя металлическое ведро со льдом, он показал, что электрический заряд в оболочке проводника создает заряд на внутренней поверхности оболочки.Заряд не повлиял на внутренний объем снаряда. Его эксперимент с использованием электроскопа для измерения электрических зарядов стал первым количественным экспериментом с электрическим зарядом.
Сварочное дело
Что такое сварочная техника?
Кто-то ответил бы на этот вопрос, представив сварщиков в масках, смотрящих вниз на дугу, когда они накладывают бусину на шов. Хотя это действительно один из видов сварочного процесса, мир сварочной техники — это гораздо больше, и Университет ЛеТурно может подготовить вас ко всему этому.
Сварочная техника включает в себя множество различных процессов, в том числе:
- Различные способы сварки
- Пайка
- Пайка
- Клейкое соединение
- Некоторые виды механического крепления.
Достижения в технологии этих процессов позволяют соединять широкий спектр материалов, таких как металлы, керамика, полимеры, композиты и электронные материалы, таким образом, чтобы обеспечить максимальную надежность и минимизировать затраты.
Инженеры-сварщики изобретают новые, более безопасные и эффективные процессы, создают технические спецификации и вносят свой вклад в работу и целостность всего, от потребительских товаров до космических аппаратов.
LeTourneau University имеет богатую историю подготовки специалистов по сварке и является одним из трех университетов в стране, которые предлагают инженерную программу, аккредитованную ABET, с концентрацией на сварку или соединение материалов.
ИНТЕРЕСНЫХ КЛАССОВ, КОТОРЫЕ ВАМ ВЫ ПРОЙДЕТЕ
- Механика материалов
- Материаловедение соединения
- Объединение Procession и Power Systems
- Лаборатория испытаний и определения характеристик материалов
Чтобы узнать больше о требованиях курса
FSW (Сварка трением с перемешиванием) — это твердотельный процесс, в котором используется вращающийся инструмент для «смешивания» твердого металла вместе, создавая металлургическую связь.
Транспортный департамент США ищет эффективный способ объединить высококачественную сталь (HPS) 70 и нержавеющую сталь A1010 с FSW, а студенты LETU разрабатывают способы улучшения этого процесса.
Группа старших разработчиков процессов аддитивного производства работает над моделированием, изготовлением и испытанием функционально градиентного переходника для соединения хромомолибденовой стали со сплавами на основе никеля. Переходник необходим из-за различных коэффициентов теплового расширения и тепловой нагрузки, которую соединения могут испытывать в определенных областях применения.Успешное завершение проекта заложит основу для других сложных в настоящее время соединений разнородных металлов.
ЧТО МОЖНО ДЕЛАТЬ СО СТЕПЕНЕМ ИНЖЕНЕРА СВАРКИ?
Инженеры, разбирающиеся в технических аспектах соединения материалов и науке о металлургии, востребованы для выполнения важных работ в инфраструктуре, а также компаниями, производящими:
- Авианосцы
- Небоскребы
- Истребители
- Сосуды под давлением
- Трубопроводные системы
- Оборудование различных производителей
Смерть вызывает запрет на фрактальное сжигание
Выдающаяся ассоциация токарных станков в США издала запрет на спорный процесс использования высоковольтного электричества для создания рисунков из дерева, поскольку этот метод, как сообщается, привел к как минимум одному смерть мастера.
Комитет по безопасности Американской ассоциации деревообрабатывающих станков издал политику против фрактального горения, также известного как Lichtenberg, запрещая его участие в мероприятиях AAW.
«Политика Американской ассоциации деревообрабатывающих станков (AAW) заключается в том, что процесс, известный как фрактальное сжигание, запрещено использовать на любых мероприятиях, спонсируемых AAW, включая региональные и национальные симпозиумы, и что организациям, учрежденным AAW, настоятельно рекомендуется воздержитесь от демонстрации или описания процесса в мероприятиях главы », — говорится в заявлении политика.«Кроме того, процесс фрактального сжигания не должен описываться в каких-либо письменных или онлайн-публикациях AAW, за исключением статей, которые предостерегают от его использования. Публикации AAW не принимают рекламу каких-либо продуктов или материалов, непосредственно связанных с этим процессом ».
Акция была частично вызвана новостями в мае о том, что плотник в Уолла-Уолла, штат Вашингтон, был убит электрическим током при попытке использовать технику фрактального сжигания Лихтенберга (http://www.union-bulletin.com/local/local- человек, пораженный электрическим током, использует опасность…).В этом процессе обычно используется высоковольтный трансформатор, часто переделанный из микроволновой печи, для протекания тока через деревянные предметы, пропитанные химическим раствором.
Комитет по безопасности
AAW призвал публиковать информацию, предупреждающую членов об опасности техники, в журнале организации American Woodturner в августовском номере.
Газета Union-Bulletin сообщила, что 47-летний Роберт Риггерс из Уолла Уолла умер возле своего дома после попытки создать рамку для картины с использованием техники фрактального горения Лихтенберга.Сообщается, что коронер округа сказал, что, судя по предметам, найденным в его доме, Риггерс уже много раз использовал эту технику. Однако, по словам следователя, процесс очень опасен.
Другие случаи смерти упоминались в онлайн-отчетах и на форумах по деревообработке, а также Комитетом по безопасности AAW, но никаких подробностей или подтверждения этих других инцидентов не было немедленно доступно.
Точечная электросварка своими руками. Точечная сварка своими руками.Клещи для трансформатора
Самыми простыми в изготовлении являются сварочные аппараты контактной точечной сварки переменным током с нерегулируемой мощностью тока. Управление процессом сварки осуществляется изменением длительности электрического импульса — с помощью реле времени или вручную с помощью переключателя.
Перед просмотром конструкций самодельных аппаратов для контактной точечной сварки следует напомнить закон Ленза-Джоуля: при пропускании электрического тока по проводнику количество выделяемого в проводнике тепла прямо пропорционально квадрату площади. , сопротивление проводника и время, в течение которого электрический ток протекал по проводнику (Q = i 2 RT).Это означает, что при токе 1000a на плохо выполненных соединениях и тонких проволоках теряется примерно в 10 000 раз больше энергии, чем при токе 10a. Поэтому нельзя пренебрегать качеством электрической схемы.
Трансформатор . Основным компонентом любого оборудования для контактной точечной сварки является силовой трансформатор с большим коэффициентом трансформации (для обеспечения большого сварочного тока). Такой трансформатор можно сделать из трансформатора от мощной СВЧ печи (мощность трансформатора должна быть около 1 кВт и выше) питающего магнетрона.
Эти трансформаторы отличаются своей доступностью и большой мощностью. Такого трансформатора достаточно для аппарата точной сварки, способного сваривать стальные листы толщиной до 1 мм. Если вам нужен более мощный точечный сварочный аппарат, можно использовать два (и более) трансформатора (как его организовать, описано ниже).
В СВЧ для работы магнетрона необходимо очень высокое напряжение (около 4000В). Следовательно, трансформатор питает магнетрон не вниз, а в возрастание.У его первичной обмотки количество витков меньше, чем у вторичной, а толщина обмоточного провода больше.
На выходе таких трансформаторов до 2000В (напряжение подается на магнетрон, подается удвоенное напряжение), поэтому нет необходимости проверять работу трансформатора, включая его в сеть и измеряя выходное напряжение.
От такого трансформатора понадобится магнитопровод и первичная обмотка (та, где меньше витков и более толстый провод).Вторичная обмотка срезается ножовкой или стамеской (если магнитная разводка надежно приварена, а не приклеена), выбивается стержнем или просушивается и формуется. Необходимость сверления возникает, когда обмотка упакована в окно очень плотно и попытка выбить его может привести к разрушению магнитопровода.
При удалении вторичной обмотки необходимо стараться не повредить первичную обмотку.
Помимо двух обмоток, в трансформатор можно установить шунты, ограничивающие ток, их также необходимо удалить.
После извлечения из трансформатора лишних элементов наматывается новая вторичная обмотка. Для обеспечения большого тока, близкого к 1000а, необходим толстый медный провод, площадью сечения более 100 мм 2 (провод диаметром более 1 см). Это может быть как один многожильный провод, так и пучок из нескольких проводов небольшого диаметра. Если изоляция провода толстая и мешает сделать достаточное количество витков, ее можно снять, а провод обмотать тканевой лентой.Длина провода должна быть минимально возможной, чтобы не создавать дополнительного сопротивления.
Сделано 2-3 оборота. На выходе должно быть около 2В, этого будет достаточно. Если вам удастся засунуть в окно трансформатора больше витков, выходное напряжение будет больше, следовательно, будет больший ток (по сравнению с меньшим количеством витков провода того же диаметра) и мощность автомата.
Если есть два одинаковых трансформатора, их можно объединить в один, более мощный источник тока.Это может быть необходимо, когда есть два трансформатора с недостаточной мощностью или когда требуется заставить точечный сварочный аппарат работать с более толстым металлом.
Например, в случае недостаточно мощных трансформаторов, каждый из трансформаторов 0,5 кВт имеет входное напряжение 220В, выходное напряжение 2В при номинале Tock 250a (значение взято для примера, пусть короткое -продолжительный сварочный ток до 500а). Соединение с одноименным названием Выводы первичной и вторичной обмоток, получаем прибор у которого при одинаковом значении напряжения (2В) номинал Величина выходного тока будет 500а (почти также вдвое больше сварочного тока, будет больше потерь из-за сопротивления).
При этом показанные в составной схеме цепи вторичной обмотки должны находиться на электродах, то есть в случае двух трансформаторов мощностью 0,5 кВт будут два одинаковых провода диаметром 1 см, концы которых соединены с электродами.
Если ошиблись в соединении выводов первичной или вторичной обмотки, то короткое замыкание.
Если имеется два достаточно мощных трансформатора и необходимо увеличить напряжение, а размеры окна магнитопровода не позволяют сделать нужное количество витков толстым проводом на одном трансформаторе, то вторичные обмотки двух трансформаторов соединены последовательно (один провод проходит через два трансформатора), с одинаковым числом витков на каждом трансформаторе), с одинаковым числом витков на каждом трансформаторе.Направление витков должно быть последовательным, чтобы никакие контакты не работали и, как следствие, напряжение на выходе было близко к нулю (можно сначала поэкспериментировать с тонкими проводами).
Обычно в трансформаторах всегда указываются одни и те же названия обмоток. Если по какой-либо причине они неизвестны, то их можно определить, поставив простой эксперимент, схема которого приведена ниже.
Здесь входное напряжение подается на соединенные между собой первичные обмотки двух одинаковых трансформаторов, а на выходе, образованном последовательным соединением вторичных обмоток, включен вольтметр переменного напряжения.В зависимости от направления включения обмоток может быть два случая: вольтметр показывает какое-то напряжение или напряжение на выходе равно нулю. Первый случай предполагает, что и в первичной, и во вторичной цепях разные выводы соответствующих обмоток совмещены между собой. Фактически, напряжение на каждой из первичных обмоток составляет половину входного и преобразуется во вторичные обмотки с теми же коэффициентами трансформации. Если указанные на них вторичные напряжения обмоток суммируются и вольтметр дает удвоенное значение напряжения каждой из обмоток.Показание нулевого вольтметра свидетельствует о том, что равные значения напряжения последовательно включенных вторичных обмоток трансформаторов имеют противоположные знаки и, следовательно, любая из пар обмоток совмещена с одинаковыми выводами. В этом случае, изменив, например, последовательность включения ведущих обмоток, как показано на рисунке (б), мы получим удвоенное значение выходного напряжения каждой из вторичных обмоток на выходе и будет возможно Предположим, что обмотка трансформатора подключена с выводами .Очевидно, такой же результат можно получить, изменив последовательность подключения мировоззрения мировоззрения.
Чтобы сделать своими руками, к более мощному точечному сварочному аппарату можно аналогичным образом подключить больше трансформаторов, если это не позволяет сделать сеть. Слишком мощный трансформатор вызовет большое падение напряжения в сети, приведет к срабатыванию предохранителей, миганию лампочек, жалобам соседей и т. Д. Поэтому мощность самодельных аппаратов для точечной сварки обычно ограничивается значениями которые обеспечивают мощность сварочного тока в 1000-2000а.Недостаток силы тока компенсируется увеличением времени цикла сварки.
Электроды . В качестве электродов используются стержни из меди. Чем толще будет электрод, тем лучше, желательно, чтобы диаметр электрода был не меньше диаметра проволоки. Для маломощных устройств подходит жало от мощного паяльника.
Электроды необходимо периодически сообщать, т.к. они теряют форму.Со временем они полностью переступают и требуют замены.
Как уже было написано, длина провода, идущего от трансформатора к электродам, должна быть минимальной. Также должно быть минимум соединений, т.к. при каждом подключении происходит потеря мощности. В идеале на оба конца провода надевают медные наконечники, через которые провод соединяется с электродами.
Подсказки должны смеяться с проволокой (провода от проводов тоже должны смеяться). Дело в том, что со временем (возможно, при первом запуске) в местах контактов происходит окисление меди, приводящее к росту сопротивления и большим потерям мощности, из-за чего сварка аппарата может перестать быть.Плюс при прожиге наконечников площадь контакта меньше, чем при пайке, что также увеличивает сопротивление контакта.
Из-за большого диаметра провода и наконечника для него их сложно паять, но может быть проще с этой задачей для припаянных луженых наконечников.
Непарные соединения наконечников с электродами тоже создают дополнительное сопротивление и окисляются, а т.к. электроды должны быть съемными, неудобно каждый раз заменять старые и припаивать новые. Более того, этот состав намного легче очистить от оксидов, чем конец натяжной проволоки тонированного наконечника.
Органы управления . Единственными элементами управления могут быть рычаг и переключатель.
Сила сжатия между электродами должна быть достаточной для обеспечения контакта компонентов деталей с электродами, и чем толще свариваются листы, тем больше должна быть сила сжатия. В промышленных устройствах эта сила измеряется десятками и сотнями килограммов, поэтому рычаг должен быть аутентичным и более прочным, а основание устройства максимально устойчивым и с возможностью крепления зажимов к столу.
Большое усилие лазания в самодельном аппарате для точечной сварки создает не только рычаг, но и винтовой зажим с накаткой (спиральная стяжка между рычагом и основанием). Возможны другие методы, требующие другого оборудования.
Выключатель необходимо устанавливать в цепи первичной обмотки, т.к. в цепи вторичной обмотки очень большой ток и выключатель будет создавать дополнительное сопротивление, кроме того, контакты в обычном выключателе могут быть плотно приварены.
В случае рычажного зажимного механизма переключатель должен быть установлен на рычаге, затем можно положить одну руку на рычаг и включить ток. Вторая рука останется свободной, чтобы удерживать свариваемые детали.
Эксплуатация . Включение и отключение сварочного тока необходимо только под сжатыми электродами, в противном случае возникает интенсивное искрение, приводящее к подгоранию электродов.
Рекомендуется использовать принудительное охлаждение устройства с помощью вентилятора.При отсутствии последнего нужно постоянно следить за температурой трансформатора, токоведущих проводов, электродов и делать перерывы во избежание перегрева.
Качество сварки зависит от приобретенного опыта, который в основном поддерживается для выдерживания необходимой длительности импульса тока на основе визуального наблюдения (в цвете) в точке сварки. Подробнее о выполнении точечной сварки написано в статье «Контактная сварка».
Видео:
При использовании содержания этого сайта вам необходимо разместить активные ссылки на этот сайт, видимые для пользователей и поисковых роботов.
В быту применяются аппараты дуговой сварки. Такие устройства легко найти в свободной продаже, и они имеют относительно невысокую стоимость. Однако бывают ситуации, когда может потребоваться контактная сварка. Это устройство имеет достаточно высокую стоимость, и его покупка может оказаться невыгодной. В целях экономии точечной сварки сделайте ее самостоятельно.
Барабанная сварка работает с мощным кратковременным электрическим импульсом, подаваемым на электроды от инвертора. Детали нагреваются до температуры плавления, затем соединяются между собой.На месте напыления остается прочный сварной шов, который образовался между двумя электродами. Особенность работы в том, что точка точечной сварки ограничена диаметром используемого электрода.
Перед соединением двух металлических деталей их плотно прижимают друг к другу. После контактной сварки их требуется выдержать под давлением.
Точечная сварка позволяет приваривать металл на небольших участках кузова автомобиля, при проведении кузовных работ, изготавливать провода и мелкие детали, ремонтировать электронику.
Как сделать точечную сварку своими руками из СВЧ
Мини-аппарат контактной сварки изготавливается своими руками из некоторых запчастей СВЧ. Для самодельного агрегата потребуется извлечь следующие компоненты:
- Трансформатор.
- Переключатель.
- Сетевой шнур.
Снятие трансформатора
Разделение СВЧ трансформатора выполняется по следующему алгоритму:
- Сверхурочная в разобранном виде.
- Все крепления сняты.
- Трансформатор с посадочной площадки снят.
- Детали СВЧ разобраны, чтобы создать инструмент для точечной сварки.
Вытяжной трансформатор имеет мощность 700-800 Вт. Этого достаточно для обеспечения соединения металлических листов толщиной до 1 миллиметра. Чтобы сделать более мощный точечный сварочный аппарат, проводится модернизация этой детали.
На трансформаторе первичная и вторичная обмотки различаются толщиной и количеством витков.Вторичная обмотка с деталями снимается стамеской и молотком. При этом все операции выполняются аккуратно, иначе можно повредить магнитопровод. В этом случае трансформатор испортится.
Вместо демонтированной обмотки используется провод, толщина которого не менее 1 см. Вокруг сердечника нужно спрятать 2-3 витка. Такая простая модернизация позволяет увеличить текущее напряжение на выходе до 1000 А.
Для аппарата точечной сварки большой мощности используются два соединенных модернизированных трансформатора.
Модернизация трансформатора
При создании точечной сварки из СВЧ сварочный трансформатор необходим:
- При демонтаже вторичной обмотки можно обнаружить ограничительные шунты. Их тоже убирают.
- Чем меньше будет витков новой вторичной обмотки, тем меньше будет сопротивление провода и больше сила тока. Кабель не должен быть слишком длинным.
- При намотке нового провода вторичной обмотки могут возникнуть трудности из-за толстой изоляции.Стоит позаботиться о замене стандартного прорезиненного изоляционного слоя на изолент, имеющий тканевую основу. Такой провод должен обеспечивать выходное напряжение в 2В, а силу кратковременного тока в 800а.
- От правильного соединения двух трансформаторов зависит работоспособность точечного аппарата. Элементы соединяются в цепочку. Необходимо правильно соединить первичную и вторичную обмотки трансформаторов. Сделать это можно с помощью специальных этикеток. Если они отсутствуют, то измерения будут производиться с помощью вольтметра.
- Схема аппарата точечной сварки, применяемого в бытовых мастерских, подразумевает создание аппарата мощностью не более 2000а. В противном случае возникнет нагрузка на домашнюю сеть, что приведет к перебоям в подаче электроэнергии. Также эта схема предполагает проверку тока и наличия коротких замыканий с помощью амперметра.
После создания электрической части монтируется заземление и выключатель аппарата точечной сварки. Деталь взять из микроволновки.Далее изготавливаем корпус, рычаги, держатели и электроды.
Создание электродов
Электроды для точечной сварки участвуют в подаче тока, выполняется функция зажима и распространяется нагрев. Для создания этих компонентов используется медь, этот материал устойчив к механическим и химическим воздействиям (основной металл имеет примеси в виде 0,7% хрома и 0,4% цинка). На различных роликах в Интернете можно получить подробную информацию о металлах, пригодных для изготовления электродов.
Клещи для сварных материалов различаются в зависимости от типа обрабатываемого металла. Так, наконечники из медных пластин, имеющие плоскую рабочую поверхность, подходят для соединения обычных сталей. Контактная сварка алюминия, меди и высокоуглеродистых легированных сталей выполняется электродами со сферической рабочей поверхностью. Для соединений в труднодоступных местах используются фигурные электроды.
Электроды должны иметь плотную фиксацию на держателе. Для этого посадочные детали прикрепляют по форме конуса, а на некоторых — монтируют резьбу.
Диаметр электрода должен быть на как минимум в два раза больше на толщины прихваченной детали.
Держатель для мастеринга
Оборудован рычагами управления. Они могут быть изготовлены из высокопрочного пластика или дерева. Для подъема рычагов используйте обычные резинки, на концах деталей установлены крепления для электродов. Держатели к станку не прикручиваются, и это связано с тем, что в некоторых случаях для выполнения контактной сварки потребуется использовать каждый элемент отдельно.Рычаги фиксируются отверткой или гвоздем.
Аккумулятор для точечной сварки
При создании точечной сварки также используются автомобильные аккумуляторы. Такое устройство используется при пайке аккумуляторов, а также при подключении мелких деталей при ремонте электроники. Конструкция аппарата контактной сварки состоит из источника питания, реле, специальных колодок и двух медных проводов. Рабочие концы проводов зачищаются, они выступают в роли электродов.
Ремонт электроники, проведение сложных кузовных работ, подразумевает использование точечной сварки.Сварочный шов прочный, а небольшая рабочая зона позволяет производить контактную сварку мелких деталей. Однако серийный аппарат контактной сварки стоит довольно дорого. Точечную сварку выгодно создавать микроволновкой или. При соблюдении всех нюансов конструкции и безопасности рабочее устройство сможет скреплять металлические листы толщиной до 5 миллиметров.
В любительской практике контактная сварка применяется нечасто, но все же случается. А когда приходит такой случай, но нет ни желания, ни времени делать хороший и большой аппарат для точечной сварки.Да, если так сделаешь, то он без дел накатится, так как следующая заявка не может прийти.
Например, вам нужно подключить в цепочку несколько аккумуляторов. Соединяются они тонкой металлической лентой, без пайки, припоя, так как аккумуляторы паять вообще не рекомендую. Для таких целей я покажу вам, как собрать простой аппарат для точечного свари своими руками за 30 минут.
- Нам понадобится трансформатор переменного тока с напряжением вторичной обмотки 15-25 вольт.Грузоподъемность значения не имеет.
- Конденсаторы. Я взял 2200 мкФ — 4 штуки. Вы можете больше, в зависимости от мощности, которую вам нужно получить.
- Кнопка любая.
- Провода.
- Проволока медная.
- Диодная сборка для правки. Также можно использовать один диод для полуволновой выпрямления.
Схема аппарата для контактной точечной сварки
Устройство очень простое. При нажатии кнопки, которая установлена на сварочной вилке, конденсаторы заряжаются до 30 В.После этого на сварочной вилке появляется потенциал, так как конденсаторы подключены параллельно вилке. Чтобы сварить металлы, соедините их и нажмите вилкой. При соприкосновении контактов происходит короткое замыкание, в результате чего искры и металлы принимаются друг с другом.
Сборочный аппарат для сварки
Паяем конденсаторы между собой.
Делаем сварочную вилку. Для этого берем два отрезка толстой медной проволоки.И припаиваем к проводам, изолируя место пайки изолентой.
Корпус заглушки будет служить алюминиевой трубкой с пластиковой заглушкой, через которую будет захвачен сварочный выход. Чтобы выходы не упали, присаживаем их на клей.
Также наклеиваем планер.
Припаиваем провода к кнопке и прикладываем кнопку к вилке. Все обматывают изолентой.
То есть к сварочной вилке четыре провода: два для сварочных электродов и два для кнопки.
Собираем прибор, припаиваем вилку и кнопку.
Включите, нажмите кнопку зарядки. Есть заряд конденсаторов.
Замеряем напряжение на конденсаторах. Он примерно равен 30 В, что вполне приемлемо.
Стараемся сваривать металлы. В принципе терпимо, учитывая, что конденсаторы я взял не очень новые. Лента держится неплохо.
Но если нужно посильнее, то схему можно доработать так.
Первое, что бросается в глаза — это большее количество конденсаторов, что значительно увеличивает емкость всего устройства.
Далее вместо кнопки — резистор сопротивлением 10-100 Ом. Решил, что хватит кнопки побаловаться — все заряжается само через 1-2 секунды. Плюс кнопка не залипает. Ведь момент мгновенной зарядки тоже неплохой.
И третий — дроссель в цепи штекера, состоящий из 30-100 витков толстой проволоки на ферритовом сердечнике.Благодаря этому у дросселя будет увеличено мгновенное время сварки, что повысит ее качество, а также продлит срок службы конденсаторов.
Конденсаторы, работающие в таком аппарате контактной сварки, обречены на преждевременный выход из строя, так как такие перегрузки нежелательны. Но на несколько сотен сварочных соединений их более чем достаточно.
Cine up видео сборка и тестирование
Точечный сварочный аппарат может пригодиться при сборке изделий из тонкого стального листа от 0.От 1 до 4 мм, для работы с металлом на сотку по прямой, сварки мелких деталей в гараже. Промышленные образцы аппаратов стоят недешево, но собрать прибор для контактной точечной сварки своими руками можно. Единственное, с чем придется повозиться, так это с поиском электротрансформатора. В этом обзоре мы расскажем об устройстве и принципе работы устройства, схемах сборки устройства, а также предложим несколько идей для создания самодельного инструмента.
Читайте в статье:
Контактная точечная сварка — что это и где применяется
Точечная контактная сварка относится к видам термомеханической сварки. Процесс работы над ней включает следующие этапы:
- Совместите детали в желаемом положении.
- Зажимаем их между электродами устройства, последние действуют как прижимной механизм.
- В точке стыковки клещей разряд подается, происходит нагрев, деформируясь под действием тока, они вообще плотно соединены между собой.
Мастера привлекает еще и то, что инструменты такого плана можно собрать буквально из завалов, а процесс сварки максимально нагляден и автоматизирован. Очень часто таких устройств можно найти по сотне. Точечная сварка своими руками при сварке автомобиля позволяет выравнивать вмятины без необходимости демонтажа элементов кузова, а также ремонтировать труднодоступные конструкции.
Точечная сварка своими руками для автомобильной сварки:
Некоторые промышленные образцы способны выполнять до 600 операций в минуту.Инструмент применяется при клепке металлических конструкций толщиной до 4 мм. Этот вид пайки применяется при сварке арматуры, плоских и угловых решеток, а также рам. Таким способом удобно соединять пересекающиеся стержни или стержни с плоскими элементами: листом, полосой, швеллером и другими конструкциями.
Точечная сварка позволяет решить ряд сложных задач:
- Обеспечивает точечное и щадящее соединение изделий без перегрева излишков поверхности.
- Может соединять металлы различной конфигурации: черный и цветной.
- Отлично закрепляет профили на изгибах, а также пересекающихся металлических заготовках, особенно в труднодоступных местах.
- Сварочные места отличаются высокой прочностью и устойчивостью к дальнейшей деформации.
Принцип работы и устройство аппаратов точечной сварки
После зажима свариваемых металлических пластин электродами на них подается кратковременный импульс электрошока большой силы. Время импульса выбирается в зависимости от характеристик двух свариваемых металлов.Обычно разряд длится от 0,01 до 0,1 доли секунды.
Когда импульс проходит через металл, детали расплавляются и между ними образуется жидкое ядро, и, пока он не замерзнет, поверхности свариваются, чтобы выдерживать давление.
Давление на детали снимается постепенно, если на заключительном этапе необходимо посеять листы на большую толщину относительно друг друга, давление повышается, это позволит добиться максимальной однородности металлов в месте сварка.
Важно! Для улучшения качества сварки важно предварительно обработать поверхности деталей для удаления оксидной пленки или коррозии.
Виды контактной сварки
Точечная сварка — один из самых популярных видов контактной сварки в домашних условиях. Однако в этой категории есть еще два вида сварки, которые чаще всего используются на заводах и в специализированных слесарных мастерских.
- Шовная контактная сварка. Принцип работы шовной контактной сварки не отличается по пункту.Привычные нам щипцы заменяют специальные медные ролики. Сварка В данном случае происходит точечная, но на определенном расстоянии, а сварной шов напоминает дорожку из отдельных свариваемых участков.
Шовно-контактная сварка применяется для сваривания швов, как на окружностях, так и на удлиненных листах больших размеров.
- Ударно-контактная сварка. Этот вид сварки отличается большей площадью одновременной сварки. Электрический ток переменного импульса подводится к свариваемым изделиям, контактирующим с соединениями.Таким образом, при подаче импульса нагрев происходит по всей площади касания, ее еще называют площадью поперечного сечения. Этот процесс полностью механизирован, поэтому для самостоятельной сборки в домашних условиях он не подходит.
Схема машины стыковой контактной сварки
- Конденсаторная сварка. Сварка конденсатора также работает по тому же принципу. Применяется в тех отраслях промышленности, где свариваются миниатюрные детали толщиной от 0,5 до 1,5 мм. Этот вид сварки используется в области электроники и приборостроения.Плюс в том, что практически не оставляет следов и не сжигает металл.
Самодельный аппарат конденсаторной сварки
Изготовление контактной сварки из СВЧ своими руками
Многие мастера просят СВЧ сделать сварочный аппарат. На самом деле самое сложное в этом процессе — разобрать и подготовить трансформатор.
Варианты самодельного сварочного аппарата точечной сварки СВЧ:
Какой инструмент понадобится для работы
Для работы нам понадобятся следующие инструменты и комплектующие:
- Трансформатор, который мы демонтируем из СВЧ .В зависимости от мощности инструмента можно использовать два или три.
- Толстый медный провод.
- Электроды (медь или медь с медным покрытием), которые мы будем использовать в будущем вместо зажимов.
- Рычаг ручного зажима.
- Основание для сварочного аппарата.
- Кабели и намоточные материалы.
- Набор отверток и болгарка для открытия трансформатора.
Важно! Для бытового использования подходит электролитическая медь и ее смеси с маркировкой EV.
Как подготовиться к работе Силовая часть установки — трансформатор
Трансформатор — сердце устройства. Самый простой способ достать его — вынуть из старой, но все еще работающей микроволновки. Минимальная мощность устройства на выходе должна составлять 1 кВт. Такой мощности будет достаточно, чтобы сварить лист контактным способом до 1 мм.
Для нас ценность не в самом трансформаторе, а в его магнитопроводе и первичной обмотке. Вторичную обмотку необходимо аккуратно разобрать.
Вытяжка из СВЧ и создание трансформатора контактной сварки
Чтобы переделать под свои нужды, необходимо аккуратно вскрыть корпус болгаркой и добраться до магнитопровода.
Затем начните процедуру повторной намотки. Чаще всего для этих целей используют многожильный провод сечением не менее 100 мм 2. Достаточно сделать 2–3 витка, так как напряжение при таком виде сварки небольшое. Важно, чтобы изоляция этого провода была термостойкой.
Объединение трансформаторов для получения большей мощности
Однако бывают случаи, когда мощности одного трансформатора недостаточно, и приходится последовательно подключать несколько приборов. В этом случае провод наматывается по очереди через каждую катушку, и количество витков на каждой из них должно быть одинаковым, иначе вы рискуете получить нулевое напряжение из-за возникающей противофазы.
Важно! Чем мощнее трансформатор, тем сильнее может быть скачок напряжения в электрической цепи при тестовом включении прибора
Определение правильности последовательно соединенных выводов
Для удобства эксплуатации на одинаковых проводах обычно маркируют выводы .Но если этого нет, то их можно определить, последовательно соединив первичные обмотки двух трансформаторов. Далее вольтметром проверяют напряжение.
Если вольтметр показывает показание, равное значению, но противоположное по знаку, то нужно изменить последовательность присоединения вторичной обмотки трансформатора. При правильной сборке трансформаторов в цепи устройство выдает удвоенное напряжение, получаемое с двух вторичных обмоток.
Как и из чего делают электроды для контактной сварки
Электроды для точечной сварки имеют разную форму и конфигурацию.Чем меньше обрабатываемый размер, тем острее кончик электрода.
Форма электродов может быть прямой, изогнутой, плоской или острой. Но чаще всего на практике используются электроды с конусообразными наконечниками. Чтобы устройство не окислялось, электроды подключаются к рабочим проводам с помощью пайки. Однако еще в процессе работы они могут изнашиваться, поэтому их необходимо рассказать (по аналогии с карандашом).
Электрод выполняет сразу несколько функций:
- Криткование обрабатываемых деталей.
- Проводит разряд тока.
- Войны излишняя жара.
Для правильного изготовления электродов обращаемся к ГОСТу (14111-90), в котором уже указаны все возможные диаметры этих элементов (10, 13, 16, 20, 25, 32, 40 мм). Это допустимые и эксплуатационные показатели, отступать от которых не рекомендуется.
Важно! Диаметр электрода должен быть больше или равен диаметру рабочей проволоки.
Что такое и как работает точка контроля сварочной цепи управления
В сварочном аппарате очень важный параметр — время выдержки по металлу. Для настройки этого показателя используются следующие элементы:
- Конденсаторы электролитические С1-С6, с напряжением заряда не менее 50 вольт. Емкость Емкость составляет: для C1 и C2 — 47 мкФ, C3 и C4 — 100 мкФ, C5 и C6 — 470 мкФ.
- Переключатели П2К с независимой фиксацией.
- Кнопки (по схеме КН1) и резисторы (R1 и R2).Контакты кнопки КН1 должны быть: один — нормально-замкнутый, другой — нормально-разомкнутый.
Для настройки переключателя выберите первичную обмотку, точнее ее цепь. Дело в том, что во вторичной цепи обмотки слишком большой ток, что может вызвать дополнительное сопротивление и сварку контактов.
Также необходимо создать достаточную силу сжатия, которую обеспечивает рычаг. Чем длиннее ручка, тем сильнее давление между электродами. Не забывайте, что необходимо включать технику с контактами, иначе она будет сыпаться и сжигать их.
Совет! Зажимной рычаг может быть оснащен прочным резиновым кольцом. Это облегчит нагрузку на силу, а резинка это зафиксирует.
Убедитесь, что оборудование для контактной сварки из СВЧ надежно закреплено на столе, так как сила может привести к его падению и выходу из строя. Для самодельного сварочного аппарата, сделанного своими руками СВЧ, необходимо предусмотреть систему охлаждения. Для этих целей можно использовать вентилятор для ПК.
Артикул
О способе сварки слышали даже дети.Однако не все знают, что существует множество разновидностей сварочных процессов с использованием различных энергоносителей, без которых невозможно обойтись. Есть один вид сварки, наиболее часто применяемый мастерами точечной сварки — точечная сварка. Качество сварочной смеси будет зависеть от приобретенного опыта, который в основном заключается в поддержании необходимой длительности импульса тока на основе визуального наблюдения за местом сварки.
Порядок точечной сварки
Точечная сварка используется в промышленности и в домашних условиях.В промышленности точечная сварка применяется при сварке листовых заготовок из стали разных марок, цветных сплавов и металлов различной толщины, профильных заготовок (швеллеры, каналы, уголки) и пересекающихся стержней. В быту самодельная точечная сварка незаменима при ремонте бытовой техники, разнообразных работах с кабельной, алюминиевой или несъемной кухонной утварью.
Процесс точечной сварки состоит из нескольких этапов. В желаемом положении соединяемые части объединяются, помещаются между электродами и прижимаются друг к другу.После этого детали нагреваются до состояния пластичности и подвергаются пластической деформации.
При применении автоматики в промышленных условиях частота сварки часто достигает 600 точек в минуту. Для качественной точечной сварки в домашних условиях рекомендуется поддерживать скорость движения электродов на одном уровне и обеспечивать определенное значение давления и контакта соединяемых деталей.
Детали нагреваются за счет прохождения сварочного тока в виде кратковременного импульса, который характеризуется длительностью около — 0.01–0,1 секунды, в зависимости от условий сварки. Такие импульсы ответственны за плавление металла в области электродов и образование общего жидкого зародыша деталей, диаметр которого составляет 4 — 12 миллиметров.
После того, как импульс тока детали остановит действие, детали будут удерживаться в течение некоторого времени, чтобы расплавленное ядро могло остыть и кристаллизоваться. Как и любые технологические процессы, технология точечной сварки отличается достоинствами и недостатками.
К его достоинствам можно отнести механическую прочность точечных швов и высокий КПД, а также возможность автоматизации сварки. Существенный недостаток — невозможность обеспечить герметичность сварочного шва.
Режимы точечной сварки
Продолжительность нагрева варьируется от тысячных долей до нескольких десятков секунд и зависит от мощности аппарата и условий сварки. При сварке изделий из сталей, склонных к закалке и образованию трещин, например углеродистой стали, рекомендуется увеличивать время нагрева, чтобы замедлить последующее охлаждение металла.
Сварочные изделия из нержавеющих аустенитных сталей, напротив, рекомендуются с малой продолжительностью нагрева. Это принято делать для предотвращения риска нагрева внешней поверхности точек компаунда до определенных температур структурных превращений, что влечет за собой нарушение антикоррозионных свойств наружного металлического слоя.
Определенное давление между электродами обеспечивает надежный контакт деталей в местах соединения.Величина давления зависит от вида свариваемого металла и толщины соединяемых деталей. Уровень давления после нагрева имеет большое значение, так как его величина отвечает за обеспечение мелкозернистой структуры металла в месте сварки, а прочность составных точек становится равной прочности основного металла.
Используя зажим деталей во время прохождения сварочного импульса, можно образовать образование около расплавленного ядра уплотнительной ленты, которое предотвращает разбрызгивание расплавленного материала из зоны сварки.Для улучшения кристаллизации расплавленного металла рекомендуется сжимать электроды с небольшой задержкой после прохождения сварочного импульса.
Требования к электродам
Электроды, которые используются для точечной сварки своими руками, должны гарантировать прочность в рабочем диапазоне температур, высокую тепло- и электропроводность, а также простоту механической обработки.
Этим требованиям соответствует специальная бронза с включением кадмия или кобальта, холоднокатаная электролитическая медь, медные сплавы с содержанием хрома и сплавы на основе вольфрама.
Медь по значениям электропроводности и теплопроводности значительно превосходит бронзу и ее сплавы, но по износостойкости хуже, чем в 5-7 раз. Поэтому для изготовления электродов лучшим сплавом является сплав формы EV, который представляет собой практически чистую медь, содержащую около 0,7% хрома и около 0,4% цинка.
Для уменьшения износа электродов, используемых при точечной сварке, рекомендуется их интенсивное охлаждение водой.Качество ручной точечной сварки зависит от выбора диаметра электродов. Диаметр точки соединения должен быть в 2-3 раза больше толщины самого тонкого соединительного элемента.
Сварочный аппарат самодельный
Для точечной сварки в домашних условиях необходимо сделать специальный аппарат. Самодельные сварочные аппараты имеют самую разную конфигурацию — от небольших переносных моделей до достаточно габаритных аппаратов точечной сварки. В домашних условиях обычно принято использовать настольные версии, применяемые для сварки цветных и черных металлов.
Схемы сборки аппарата
Основная часть схем сборки машин — это схемы точечной сварки небольших участков, которые содержат минимальное количество требуемых деталей. Правда, изготовленные таким образом устройства не отличаются большой мощностью, но два листа железа толщиной 0,2 миллиметра или металлической проволоки они смогут приготовить.
Перед изготовлением устройства точечной сварки вы должны помнить закон Ленца-Джоуля: когда электрический ток проходит через проводник, количество тепла, которое выделяется в проводнике, прямо пропорционально сопротивлению проводника, т.е. ток и квадрат времени, в течение которого ток протекал по проводнику.Это означает, что если ток составлял 1000 ампер, на плохо выполненном соединении и тонких проводах будет увеличиваться примерно в 10 000 раз больше энергии, чем при электрическом токе 10 ампер. Поэтому нельзя пренебрегать качеством электрической цепи.
В основе работы подобного устройства лежит создание электрического импульса, тсервяющего 2 части металлической части. Для этого вам понадобится небольшой трансформатор, подключите деталь к его нижней обмотке, а к вторичной — электроду.
Нельзя подключать силовой трансформатор напрямую, для этого используется специальный выпрямительный мост с тиристором. Для создания необходимого импульса нужно дополнительно установить еще один источник, состоящий из еще одного выпрямительного моста и трансформатора. Электрический ток будет собираться в конденсаторе, который служит сборщиком и создателем импульса.
Для работы самодельного точечного сварочного аппарата нажмите кнопку «Импульс» на ручке пистолета, отвечающую за размыкание цепи резистора, что вызовет их разряд через электрод.Посмотрите видео о точечной сварке, чтобы понять, как это делается правильно.
Тиристор в этой цепи будет действовать как катод, замыкая выпрямительный мост трансформатора № 1. Пока конденсатор не разряжается полностью, тиристор находится в открытом состоянии. После этого отпустите кнопку «Импульс», чтобы отпустить, и конденсатор снова зарядится. И все будет повторяться по той же схеме.
Если вам нужен более мощный точечный сварочный аппарат, то вы можете сделать его своими руками, используя все те же детали и узлы: полупроводниковый тиристор, сварочный трансформатор и реле времени.Правда, вам понадобится трансформатор посильнее. И определенные узлы должны иметь совершенно разные характеристики.
Основной агрегат
Самым простым в изготовлении является сварочный аппарат переменного тока с нерегулируемым током для прочности. Управление рабочим процессом осуществляется путем изменения длительности электрического импульса — с помощью реле времени или с помощью ручного переключателя.
Основным компонентом любого оборудования для точечной сварки является силовой трансформатор, который имеет большой коэффициент трансформации, помогающий обеспечить большой сварочный ток.Лучше всего для этого использовать прибор серийного производства, например ОСМ — 1.
.
Оставьте первичную обмотку трансформатора неизменной, помните, что она должна содержать не менее 200 витков. Замените вторичную обмотку на более мощную, рекомендуется использовать фотоэлектрический кабель WAT — 50 или PEV 2 / 1.9.
Также такой трансформатор можно сделать из трансформатора от микроволновки. Такие трансформаторы отличаются большой мощностью и доступностью. К тому же цена точечной сварки будет низкой.Одного трансформатора от СВЧ хватит на самодельный аппарат точной сварки, который будет сваривать исключительно стальные листы толщиной 1 миллиметр.
Если вам нужна более мощная машина, вы можете использовать два трансформатора или больше. Если есть два одинаковых трансформатора, их можно объединить в один источник тока для работы с толстыми металлами. Точно так же вы можете подключить более двух трансформаторов, если это позволяет сеть.
Но помните, что слишком мощный трансформатор вызывает значительное падение напряжения в сети, приводит к миганию лампочек, срабатыванию предохранителей и жалобам соседей.Поэтому мощность самодельного аппарата для точечной сварки обычно ограничивается значениями, обеспечивающими мощность сварочного тока в пределах 1000-2000 ампер. Недостаток силы тока можно компенсировать увеличением времени цикла сварки.
Конструкция электродов
В качестве электродов можно использовать медные стержни. Чем толще электрод, тем лучше. Хорошо, если диаметр электрода не меньше диаметра проволоки. Для самодельных не слишком мощных устройств подходит для припоев большой мощности.Рекомендуется периодически прижимать электроды, так как они теряют форму. Электроды со временем полностью шагают и требуют замены.
Длина провода, идущего от трансформатора к электроду, должна быть минимальной. Помните, что должно быть минимальное количество соединений, потому что потеря мощности осуществляется на каждом соединении. На обоих концах кабеля желательно надеть медные наконечники для соединения с электродами и установки точечной сварки.
Наконечники Растяните проволоку, раскачивая ее тоже.Дело в том, что в точке соприкосновения со временем, а может и при первом запуске выполняется медь, что приводит к увеличению сопротивления и большим потерям мощности, из-за чего ваш точечный сварочный аппарат может вообще прекратить сварку.
Из-за большого диаметра наконечника для провода и самого провода крепить их непросто, но облегчить эту задачу можно, купив тонированные наконечники для пайки. Непарные соединения наконечников и электродов также создают сопротивление и окисляются, но поскольку съемные электроды необходимы, то при каждой замене старых наконечников это неудобно.
Закрепите нижний электрод и изолируйте его от крепежных болтов и щек шайбами и липкой лентой. Для фиксации электродов в держателях можно использовать два болта или латунные шайбы. Держатели с электродами приводят пружину в исходное положение. Самодельный сварочный аппарат для точечной сварки в сеть подключается с помощью автоматического выключателя, который рассчитан на ток не менее 20 ампер.
Элементы управления
Единственные органы управления — переключатель и рычаг.Сила сжатия электродов должна быть достаточной для обеспечения контакта деталей между электродами. Помните, что чем толще свариваемые листы, тем сильнее должна быть сила сжатия. Слишком большое подъемное усилие у самодельных устройств может быть создано зажимом — рычагом и винтами рычага. Возможны другие методы, требующие другого оборудования.
Выключатель должен быть установлен в цепи первичной обмотки, так как во вторичной цепи обмотки присутствует большой ток, а выключатель дополнительно создает сопротивление.Выключатель в положении рычажного прижимного механизма должен быть установлен на рычаге так, чтобы можно было надеть рычаг одной рукой и включить ток. А вторая рука будет держать свариваемые детали.
Сварочный ток необходимо выключать и включать только при сжатых электродах, иначе будет интенсивное искрение, которое приведет к подгоранию электродов. Рекомендуется использовать процедуру принудительного охлаждения устройства с помощью вентилятора. При отсутствии вентилятора необходимо постоянно следить за температурой трансформатора, электродов, токопроводов и делать перерывы во избежание перегрева.
Таким образом, сегодня покупка сварочного аппарата — небольшая проблема. В любом специализированном магазине вы можете найти аппарат для точечной сварки различной мощности от разных производителей. Однако далеко не все устройства соответствуют требованиям, которые предъявляются отечественными мастерами. А чтобы собрать себе такое устройство, достаточно просто поинтересоваться, как сделать точечную сварку, подготовить схему устройства, узлов и деталей для сборки, а также паяльника.
.